3 cor rection d'outil – HEIDENHAIN TNC 426 (280 476) Manuel d'utilisation
Page 138
112
5 Programmation: Outils
5.3 Cor
rection d'outil
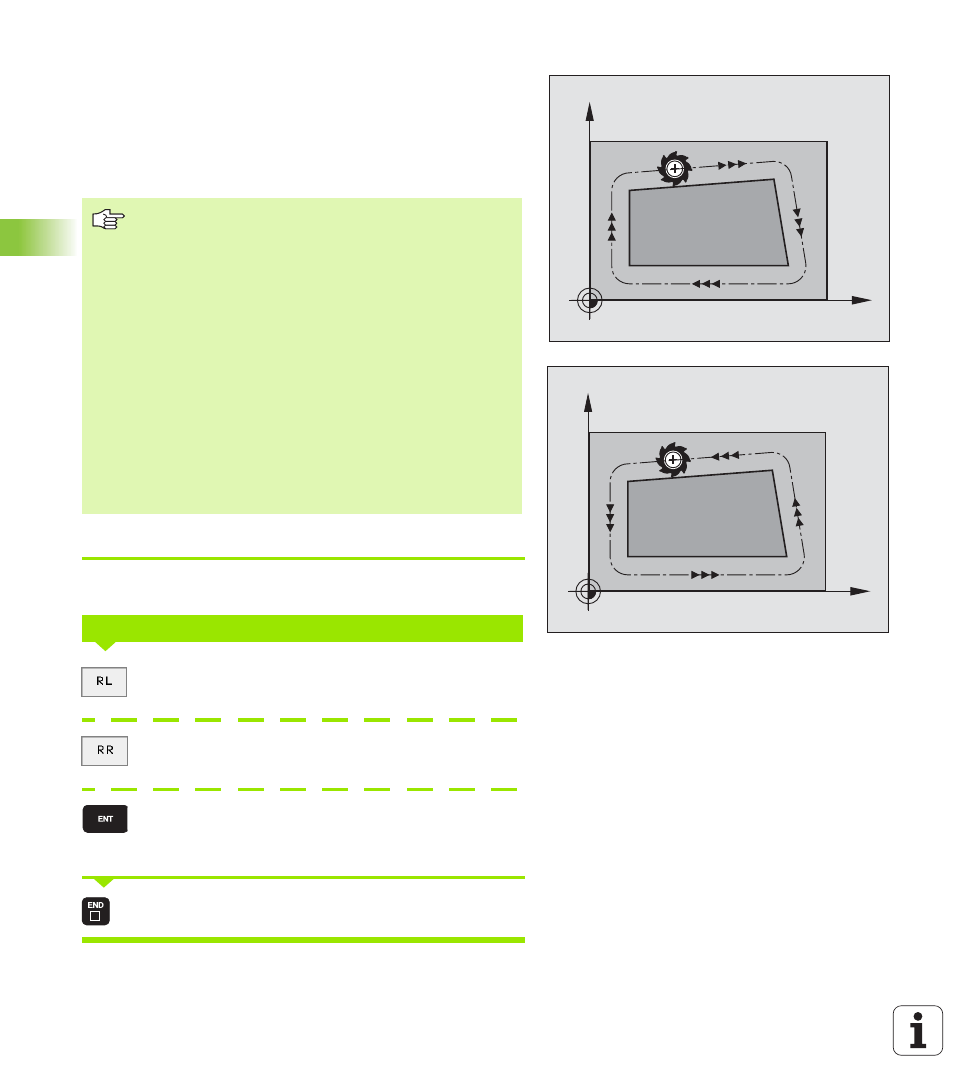
Contournages avec correction de rayon: RR et RL
La distance entre le centre de l’outil et le contour programmé
correspond à la valeur du rayon de l’outil. „Droite“ et „gauche“
désignent la position de l'outil dans le sens du déplacement le long du
contour de la pièce. Cf. figures de droite.
Introduction de la correction de rayon
Programmer n'importe quelle fonction de contournage, introduire les
coordonnées du point-cible et valider avec la touche ENT
Déplacement d’outil à gauche du contour
programmé: appuyer sur la softkey RL ou
déplacement d’outil à droite du contour programmé:
appuyer sur la softkey RR ou
Déplacement d'outil sans correction de rayon ou
annuler la correction de rayon: appuyer sur la touche
ENT
Clore la séquence: appuyer sur la touche END
RR
L’outil se déplace à droite du contour
RL
L’outil se déplace à gauche du contour
Entre deux séquences de programme dont la correction
de rayon RR et RL diffère, il doit y avoir au minimum une
séquence de déplacement dans le plan d'usinage sans
correction de rayon (par conséquent avec R0).
Une correction de rayon est active en fin de séquence où
elle a été programmée pour la première fois.
Vous pouvez aussi activer la correction de rayon pour les
axes auxiliaires du plan d'usinage. Programmez
également les axes auxiliaires dans chacune des
séquences suivantes car sinon la TNC exécute à nouveau
la correction de rayon dans l'axe principal.
Lors de la 1ère séquence avec correction de rayon RR/RL
et lors de l'annulation avec R0, la TNC positionne toujours
l'outil perpendiculairement au point initial ou au point final
programmé. Positionnez l'outil devant le 1er point du
contour ou derrière le dernier point du contour de manière
à éviter que celui-ci ne soit endommagé.
Corr. rayon: RL/RR/sans corr.:?
X
Y
RL
X
Y
RR