Utilisation d'autres outils: valeurs delta, Correction 3d sans orientation d'outil, 4 cor rection d'outil tr idimensionnelle – HEIDENHAIN TNC 426 (280 476) Manuel d'utilisation
Page 142
116
5 Programmation: Outils
5.4 Cor
rection d'outil tr
idimensionnelle
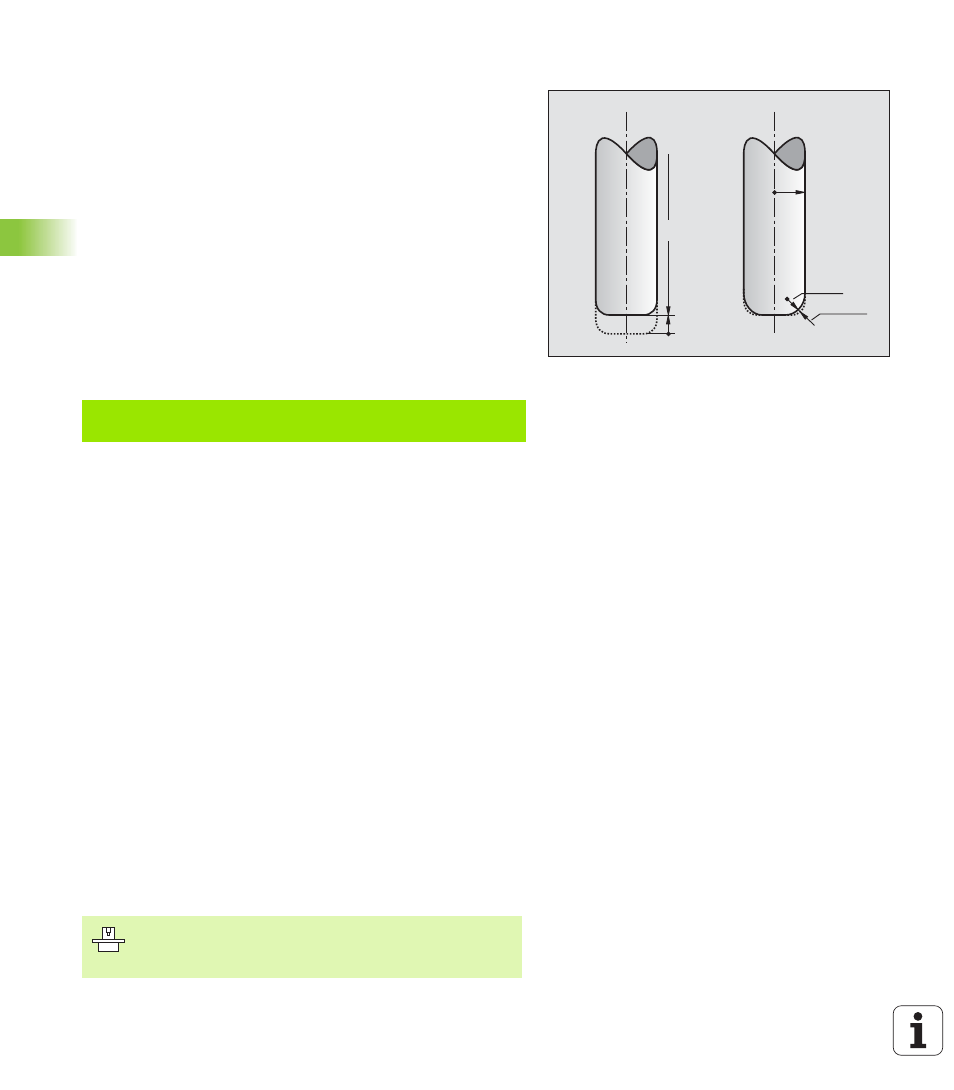
Utilisation d'autres outils: Valeurs Delta
Si vous utilisez des outils de dimensions différentes de celles des
outils prévus à l'origine, introduisez la différence des longueurs et
rayons comme valeurs Delta dans le tableau d'outils ou dans l'appel
d'outil TOOL CALL:
n
Valeur Delta positive DL, DR, DR2: Les cotes de l'outil sont
supérieures à celles de l'outil d'origine (surépaisseur)
n
Valeur Delta négative DL, DR, DR2: Les cotes de l'outil sont
inférieures à celles de l'outil d'origine (réduction d'épaisseur)
La TNC corrige alors la position de l'outil en fonction de la somme des
valeurs Delta du tableau d'outil et de l'appel d'outil.
Correction 3D sans orientation d'outil
La TNC décale l'outil dans le sens des normales de surface, en
fonction de la somme des valeurs Delta (tableau d'outils et TOOL CALL).
Exemple: Format de séquence avec normales de surface
Vous pouvez introduire et modifier l'avance F et la fonction auxiliaire
M en mode Mémorisation de programme.
Les coordonnées du point final de la droite et les composantes des
normales de surface sont à calculer par le système CAO.
Face Milling: Correction 3D sans ou avec
orientation d'outil
La TNC décale l'outil dans le sens des normales de surface, en
fonction de la somme des valeurs Delta (tableau d'outils et TOOL CALL).
Avec M128 activée (cf. „Conserver la position de la pointe de l'outil lors
du positionnement des axes inclinés (TCPM*): M128”, page 194), la
TNC maintient l'outil perpendiculairement au contour de la pièce si
aucune orientation d'outil n'a été définie dans la séquence LN.
Si une orientation d'outil a été définie dans la séquence LN, la TNC
positionne automatiquement les axes rotatifs de la machine de
manière à ce que l'outil puisse atteindre l'orientation d'outil
programmée.
DL>0
L
R
DR2>0
R2
1 LN X+31.737 Y+21,954 Z+33,165
NX+0,2637581 NY+0,0078922 NZ-0,8764339 F1000 M3
LN
:
Droite avec correction 3D
X, Y, Z
:
Coordonnées corrigées du point final de la droite
NX, NY, NZ
:
Composantes des normales de surface
F
:
Avance
M
:
Fonction auxiliaire
La TNC n'est pas en mesure de positionner
automatiquement les axes rotatifs sur toutes les
machines. Consultez le manuel de votre machine.