Finition laterale (cycle 24), 6 cy cles sl – HEIDENHAIN TNC 426 (280 476) Manuel d'utilisation
Page 322
296
8 Programmation: Cycles
8.6 Cy
cles SL
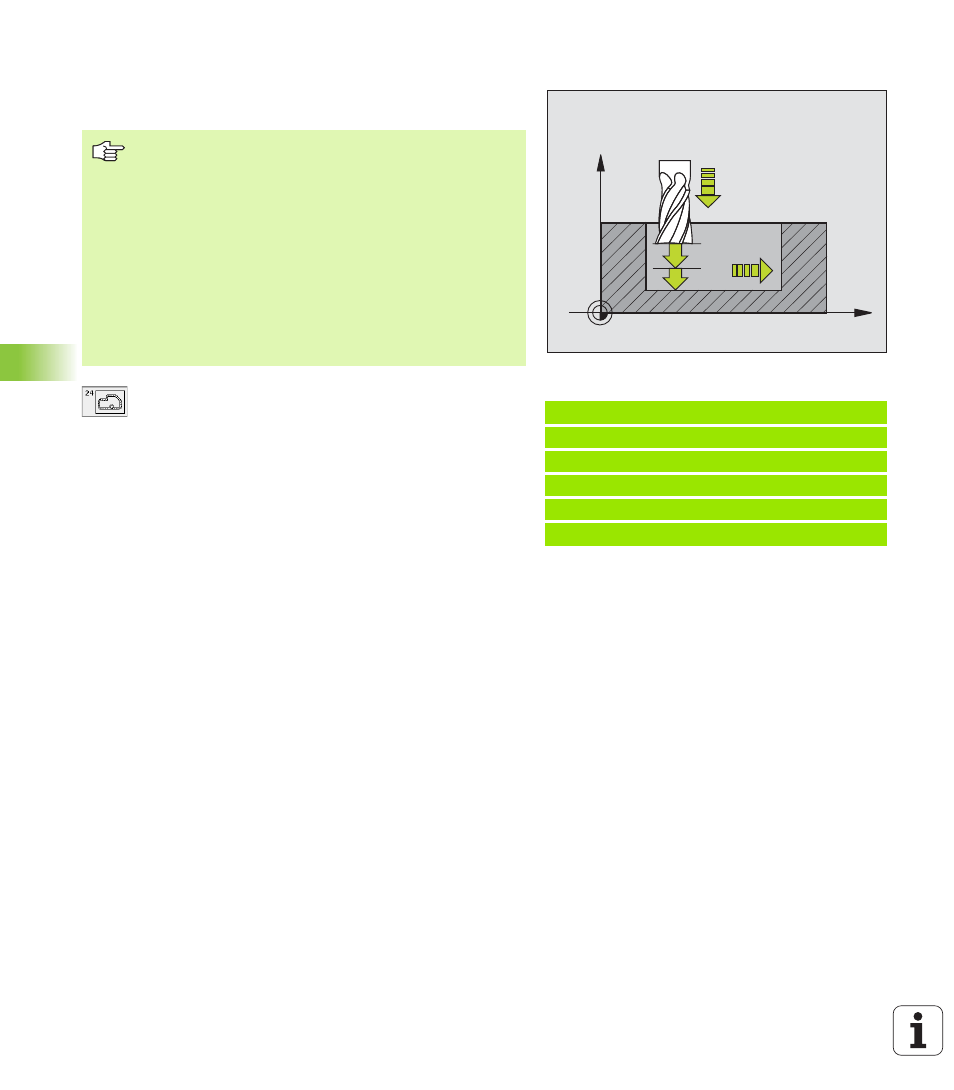
FINITION LATERALE (cycle 24)
La TNC déplace l'outil sur une trajectoire circulaire tangentielle aux
courtours partiels. Chaque contour partiel sera fini séparément.
U
U
U
U
Sens de rotation? Sens horaire = –1
Q9:
Sens de l'usinage:
+1:rotation sens anti-horaire
–1:rotation sens horaire
U
U
U
U
Profondeur de passe
Q10 (en incrémental): Distance
parcourue par l'outil en une passe
U
U
U
U
Avance plongée en profondeur
Q11: Avance de
plongée
U
U
U
U
Avance évidement
Q12: Avance de fraisage
U
U
U
U
Surépaisseur finition latérale
Q14 (en
incrémental): Surépaisseur pour finition répétée; le
dernier résidu de finition est évidé si vous avez
programmé Q14 = 0
Exemple: Séquences CN
61 CYCL DEF 24.0 FINITION LATERALE
Q9=+1 ;SENS DE ROTATION
Q10=+5 ;PROFONDEUR DE PASSE
Q11=100 ;AVANCE PLONGEE PROF.
Q12=350 ;AVANCE EVIDEMENT
Q14=+0 ;SUREPAIS. LATERALE
X
Z
Q11
Q12
Q10
Remarques avant que vous ne programmiez
La somme de la surépaisseur latérale de finition (Q14) et
du rayon de l’outil d’évidement doit être inférieure à la
somme de la surépaisseur latérale de finition (Q3,cycle 20)
et du rayon de l’outil d’évidement.
Si vous exécutez le cycle 24 sans avoir évidé
précédemment avec le cycle 22, le calcul indiqué plus haut
reste valable; le rayon de l’outil d’évidement a alors la
valeur „0“.
La TNC détermine automatiquement le point initial pour la
finition. Celui-ci dépend des relations d'emplacement à
l'intérieur de la poche.