2 pr incipes des f onctions de cont our nag e – HEIDENHAIN TNC 426 (280 476) Manuel d'utilisation
Page 157
TNC 426, TNC 430 HEIDENHAIN
131
6.2 Pr
incipes des f
onctions de cont
our
nag
e
Correction de rayon
La correction de rayon doit être dans la séquence vous permettant
d'aborder le premier élément du contour. Elle ne doit pas commencer
dans une séquence de trajectoire circulaire. Avant, programmez-la
dans une séquence linéaire (cf. „Contournages – Coordonnées
cartésiennes”, page 139) ou dans une séquence d'approche du
contour (séquence APPR, cf. „Approche et sortie du contour”, page
133).
Pré-positionnement
Au début d’un programme d’usinage, pré-positionnez l’outil de
manière à éviter que l’outil et la pièce ne soient endommagés.
Elaboration de séquences de programme à l’aide des touches de
contournage
A l’aide des touches de fonctions de contournage grises, vous ouvrez
le dialogue conversationnel en Texte clair. La TNC réclame toutes les
informations et insère la séquence de programme à l’intérieur du
programme d’usinage.
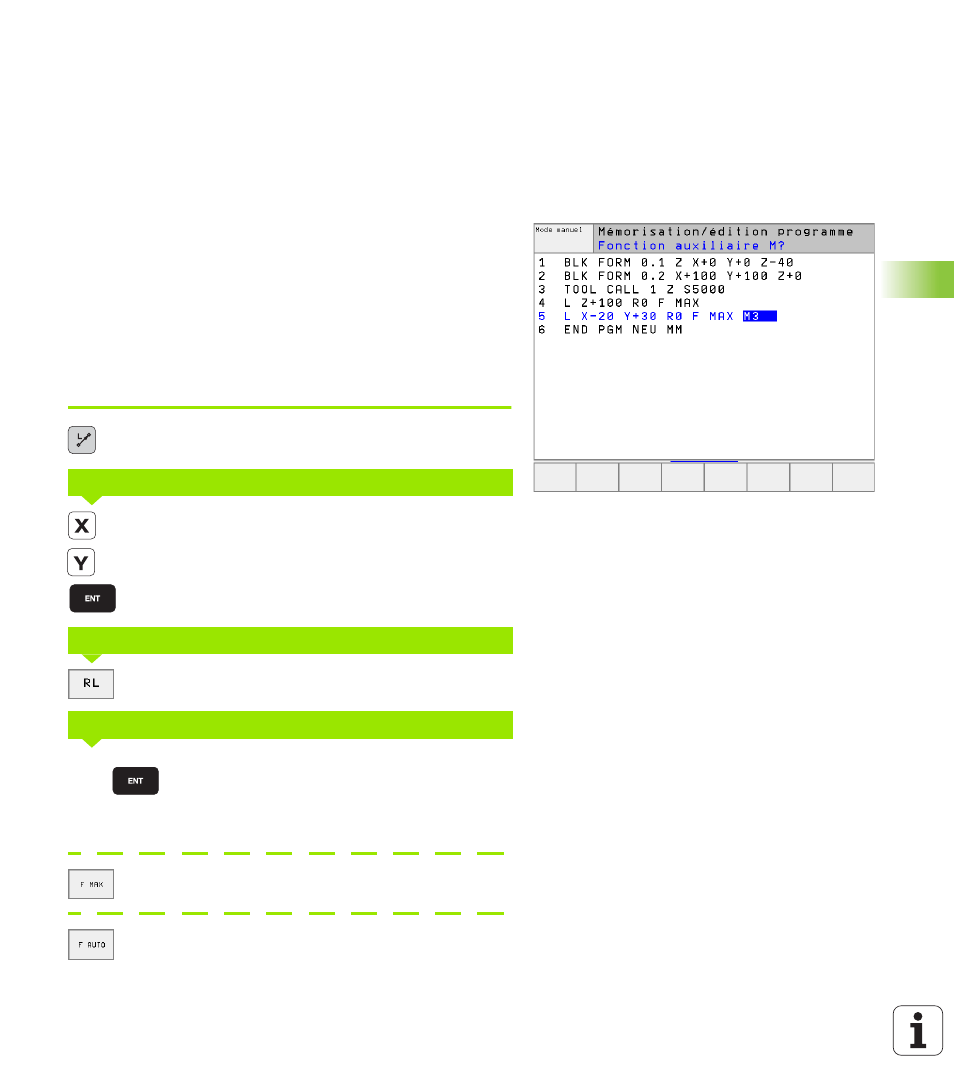
Exemple – Programmation d'une droite.
Ouvrir le dialogue de programmation: Ex. Droite
Introduire les coordonnées du point final de la droite
Sélectionner la correction de rayon: ex. appuyer sur la
softkey RL; l'outil se déplace à gauche du contour
Introduire l'avance et valider avec la touche ENT:
Ex. 100 mm/min. Avec la programmation INCH:
L'introduction de 100 correspond à l'avance de 10
pouces/min.
Se déplacer en rapide: appuyer sur la softkey FMAX, ou
se déplacer avec calcul automatique de l'avance
(tableaux de données de coupe): appuyer sur la
softkey FAUTO
Coordonnées ?
Corr. rayon: RL/RR/sans corr.:?
Avance F=? / F MAX = ENT
10
5
100