Yx z – HEIDENHAIN PT 855 for Milling Manuel d'utilisation
Page 7
I - 1
Principes de base pour les coordonnées de positions
8
Manuel de l'utilisateur
POSITIP 855
Principes de base pour les coordonnées de positions
Initialisation du point de référence
Pour l'usinage, le plan de la pièce prend un élément donné de
celle-ci (le plus souvent, un coin) comme „point de référence
absolu“ et, éventuellement, un ou plusieurs éléments comme
points de référence relatifs. La procédure d'initialisation des points
de référence permet de leur affecter l'origine du système de
coordonnées absolues ou des systèmes de coordonnées relatives:
La pièce – alignée par rapport aux axes de la machine – est ainsi
amenée à une certaine position relative par rapport à l'outil; les
affichages des axes sont initialisés, soit à zéro, soit à la valeur de
position correspondante (par exemple, pour tenir compte du rayon
d'outil).
Exemple:Plan comportant plusieurs points de référence relatifs.
(selon DIN 406, chap. 11; fig. 171)
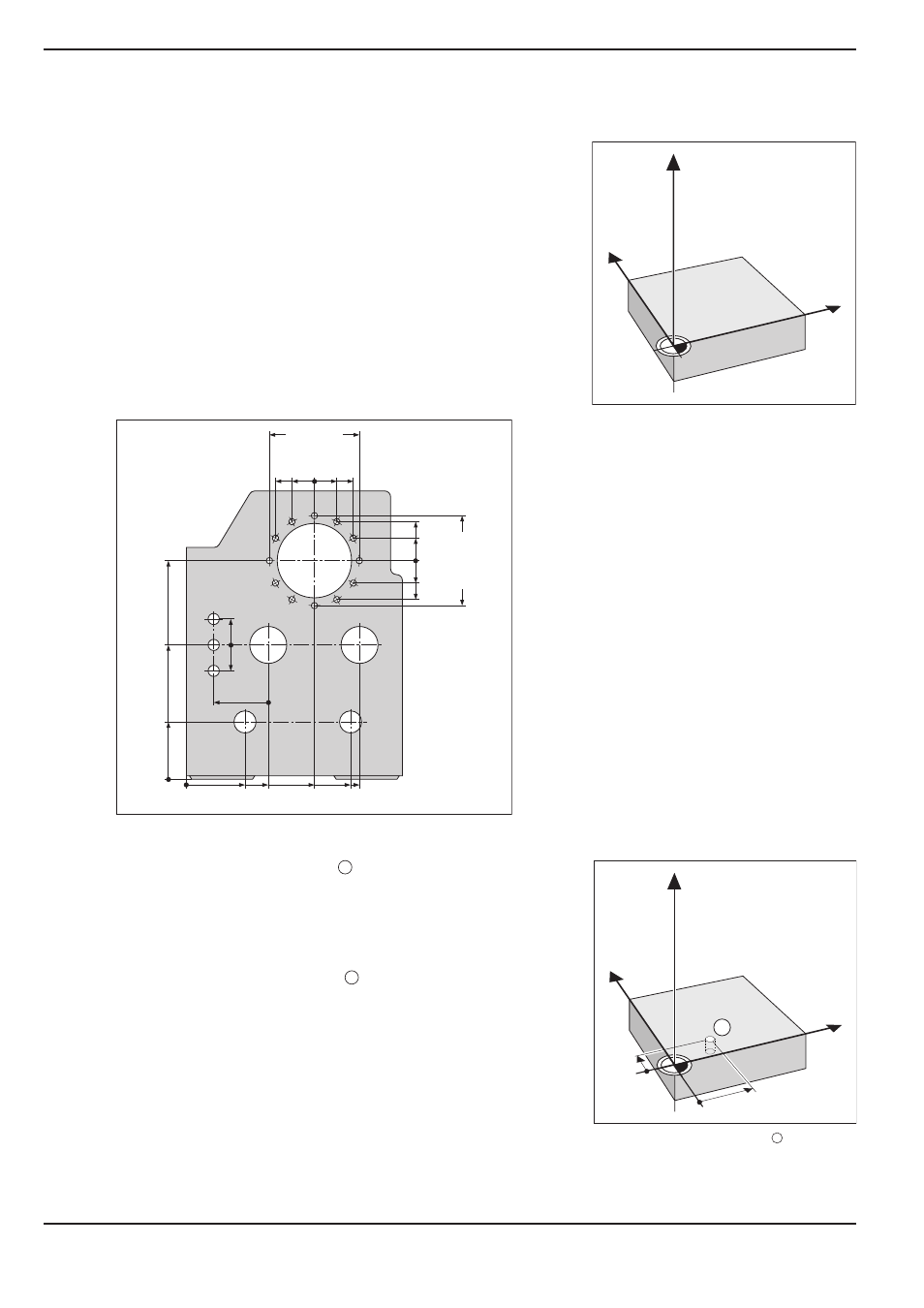
Y
X
Z
Fig 3: L'origine du système de coordonnées
cartésiennes et le point zéro pièce
coïncident.
0
325
450
700
900
950
0
320
750
1225
300±0,1
0
150
-150
0
0
216,5
250
-250
-125
-216,5
0
-125
-216,5
-250
250
125
216,5
125
Exemple: Coordonnées du trou :
X =
10 mm
Y =
5 mm
Z =
0 mm (Profondeur de perçage: Z = – 5 mm)
Le point zéro du système de coordonnées cartésiennes
est situé à 10 mm sur l'axe X et à 5 mm sur l'axe Y dans
le sens négatif du trou
L'initialisation des points de référence est particulièrement simple
à réaliser à l'aide d'un palpeur d'angles KT HEIDENHAIN et grâce
aux fonctions de palpage du POSITIP.
Fig 4: Le perçage à la position
définit le
système de coordonnées
1
1
1
Y
X
Z
1
10
5