HEIDENHAIN PT 855 for Milling Manuel d'utilisation
Page 58
I - 4
Programmation du POSITIP
POSITIP 855
Manuel de l'utilisateur
59
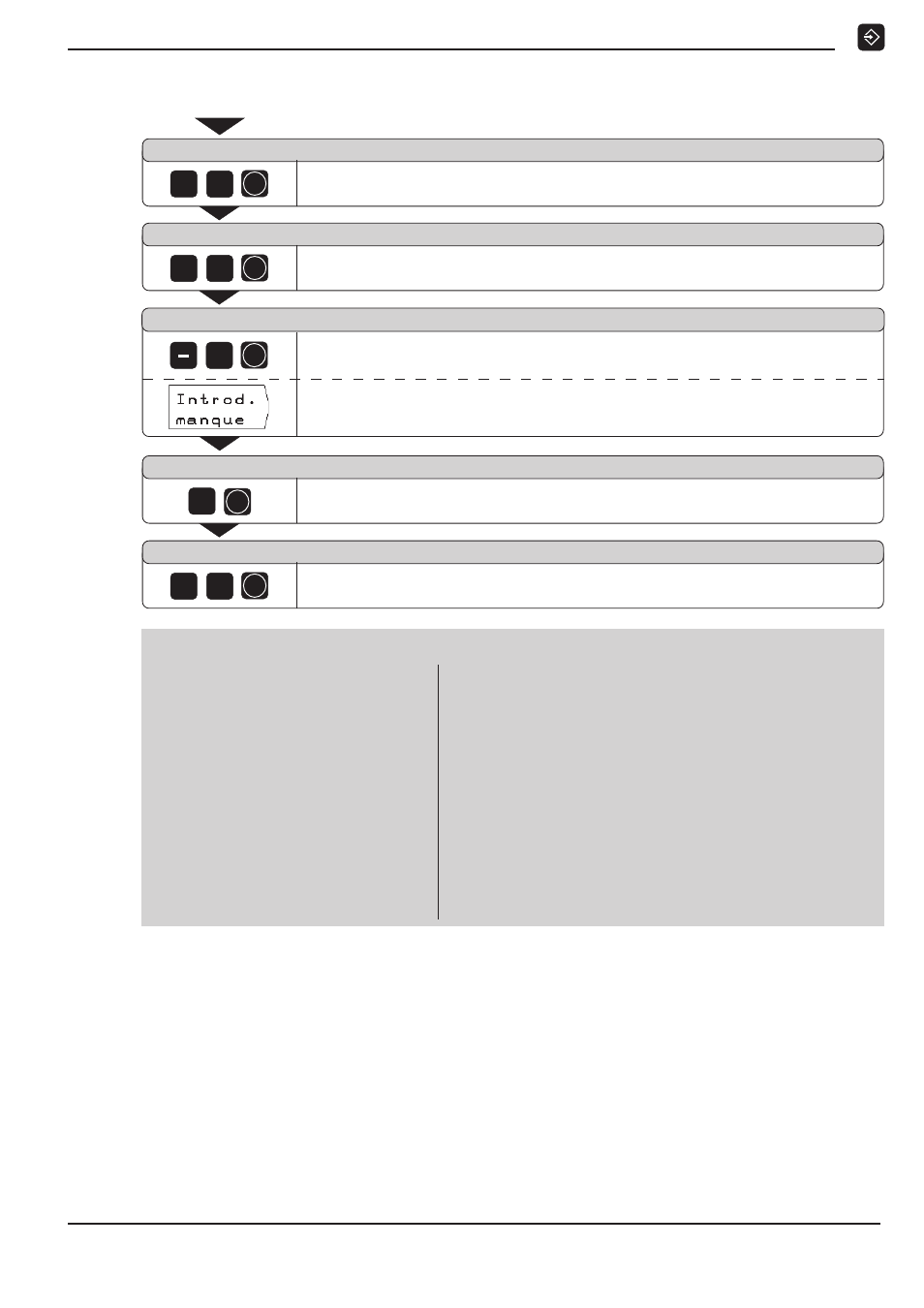
0
ENT
1
1
8
ENT
5
ENT
Introduction manque
pour la
Profondeur de perçage,
par ex.
lorsque les trous doivent être de profondeurs différentes.
1
2
ENT
3
ENT
Séquences de programme
0
BEGIN PGM 80 MM
Début du programme, n° du programme et unité de mesure
1
Z+20.000
Hauteur de sécurité
2
CYCL 4.0 GRILLE DE TROUS
Données du cycle pour une grille de trous suivent
3
CYCL 4.1 POSX
+20.000
Coordonnée X du centre du cercle de trous
4
CYCL 4.2 POSY
+15.000
Coordonnée Y du centre du cercle de trous
5
CYCL 4.3 NB.TR. 4
Nombre de trous par rangée
6
CYCL 4.4 EC.TR. +10.000
Distance entre les trous sur la rangée
7
CYCL 4.5 ANGLE
+18.000
Angle entre les rangées de trous et l'axe X
8
CYCL 4.6 PROF.
–5.000
Profondeur de perçage
9
CYCL 4.7 NB.RA. 3
Nombre de rangées
10
CYCL 4.8 EC.RA. +12.000
Distance entre les rangées
11
Z+20.000
Hauteur de sécurité
12
END PGM 80 MM
Fin du programme, n° du programme et unité de mesure
La grille de trous est exécutée en mode de fonctionnement
MEMORISATION DE PROGRAMME
.
Schémas de trous dans le programme
Distance entre les rangées ?
Nombre de rangées ?
Profondeur de perçage ?
Distance entre les trous ?
Angle ?
Introduire le
nombre de rangées
(
NB RA = 3
).
Valider l'introduction.
Introduire la
distance entre trous
sur la rangée de trous
(
EC.TR = 10
mm ). Valider l'introduction.
Introduire l'
angle
compris entre l'axe X et les rangées de trous (
ANGLE =
18°
). Valider l'introduction.
Introduire la
Profondeur de perçage
(
PROF. = – 5
mm ).
Valider l'introduction.
Introduire la
distance entre rangées
(
EC.RA = 12
mm ).
Valider l'introduction.