Acier inoxydable, Fonctionnement, H35 plasma / n – Hypertherm HPR130 Manual Gas Preventive Maintenance Program Manuel d'utilisation
Page 86: Protection 130 a coupage, Système métrique système anglais marquage, 130 a
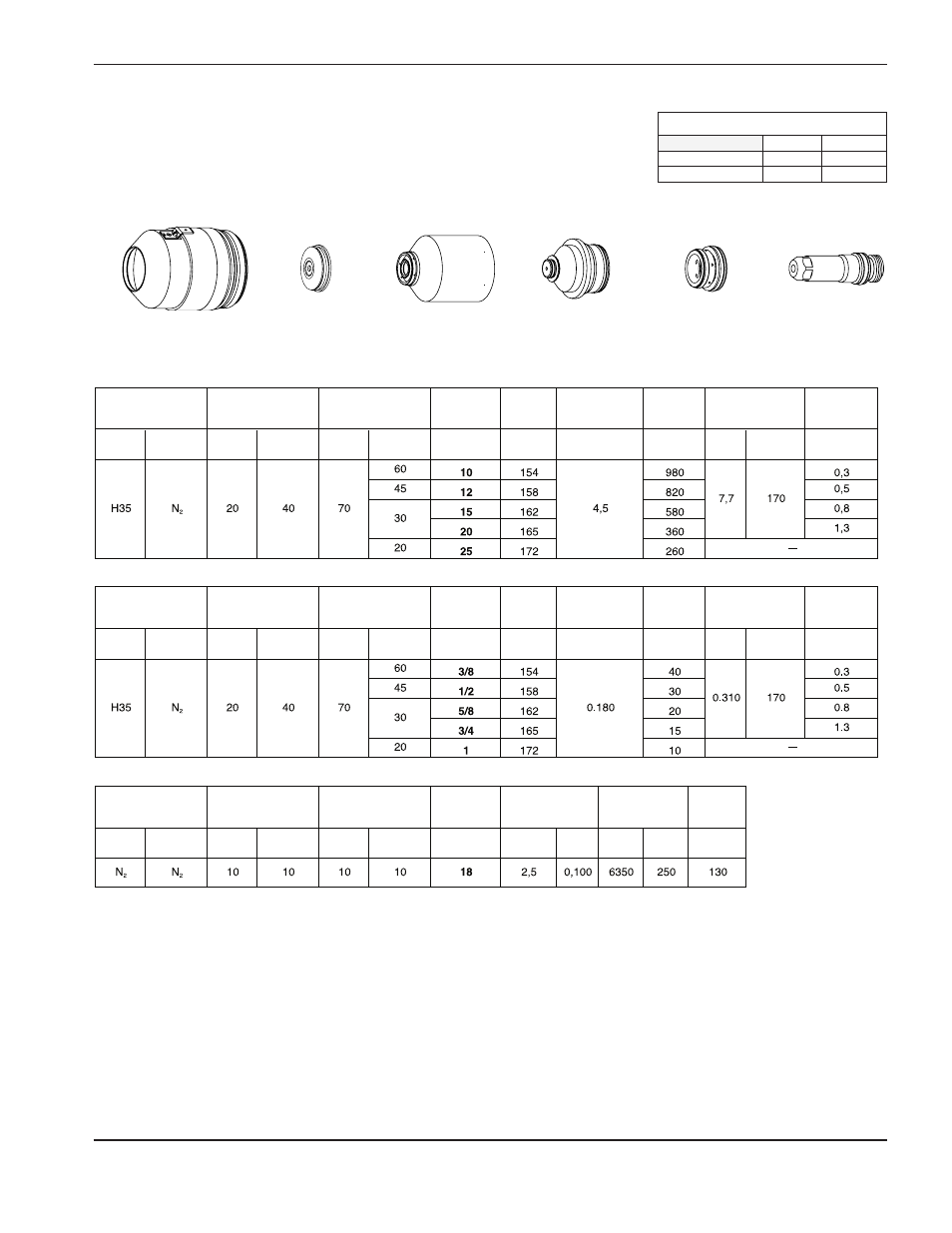
FONCTIONNEMENT
5
HPR130 gaz manuel
Mode d’emploi
4-17
Acier inoxydable
H35 Plasma / N
2
Protection
130 A Coupage
Note:
Ce procédé produit une arête de coupe plus lisse et plus brillante avec moins de scories mais plus
grande variation de l’angle que le procédé N
2
/N
2
130 A.
Débits – lpm/scfh
H35
N
2
Débit préliminaire
0 / 0
76 / 160
Débit de coupe
26 / 54
68 / 144
220198
220173
220307
220304
220179
220197
Système Métrique
Système Anglais
Marquage
Plasma
(1)
Protection
(2)
Plasma
(3)
Protection
(4)
Plasma
(5)
Protection
(6)
mm
V
mm
mm/m
mm
Facteur %
sec.
Plasma
(1)
Protection
(2)
Plasma
(3)
Protection
(4)
Plasma
(5)
Protection
(6)
Plasma
(1)
Protection
(2)
Plasma
(3)
Protection
(4)
Plasma
(5)
Protection
(6)
po.
V
po.
ipm
po.
Facteur %
sec.
Régler
sur prégaz
Régler l'écoulement
de coupe
Tension
de l'arc
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Distance
torche-pièce
Épaisseur
du matériau
Choisir
les gaz
Choisir
les gaz
Choisir
les gaz
Régler
sur prégaz
Régler l'écoulement
de coupe
Régler
sur prégaz
Régler l'écoulement
de coupe
Tension
de l'arc
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Distance
torche-pièce
Épaisseur
du matériau
A
mm
po.
mm/min
ipm
V
Distance
torche-pièce
Vitesse
marquage
Tension
de l'arc
Intensité