Entretien – Hypertherm HPR130 Manual Gas Preventive Maintenance Program Manuel d'utilisation
Page 106
ENTRETIEN
5
HPR130 gaz manuel
Mode d’emploi
5-7
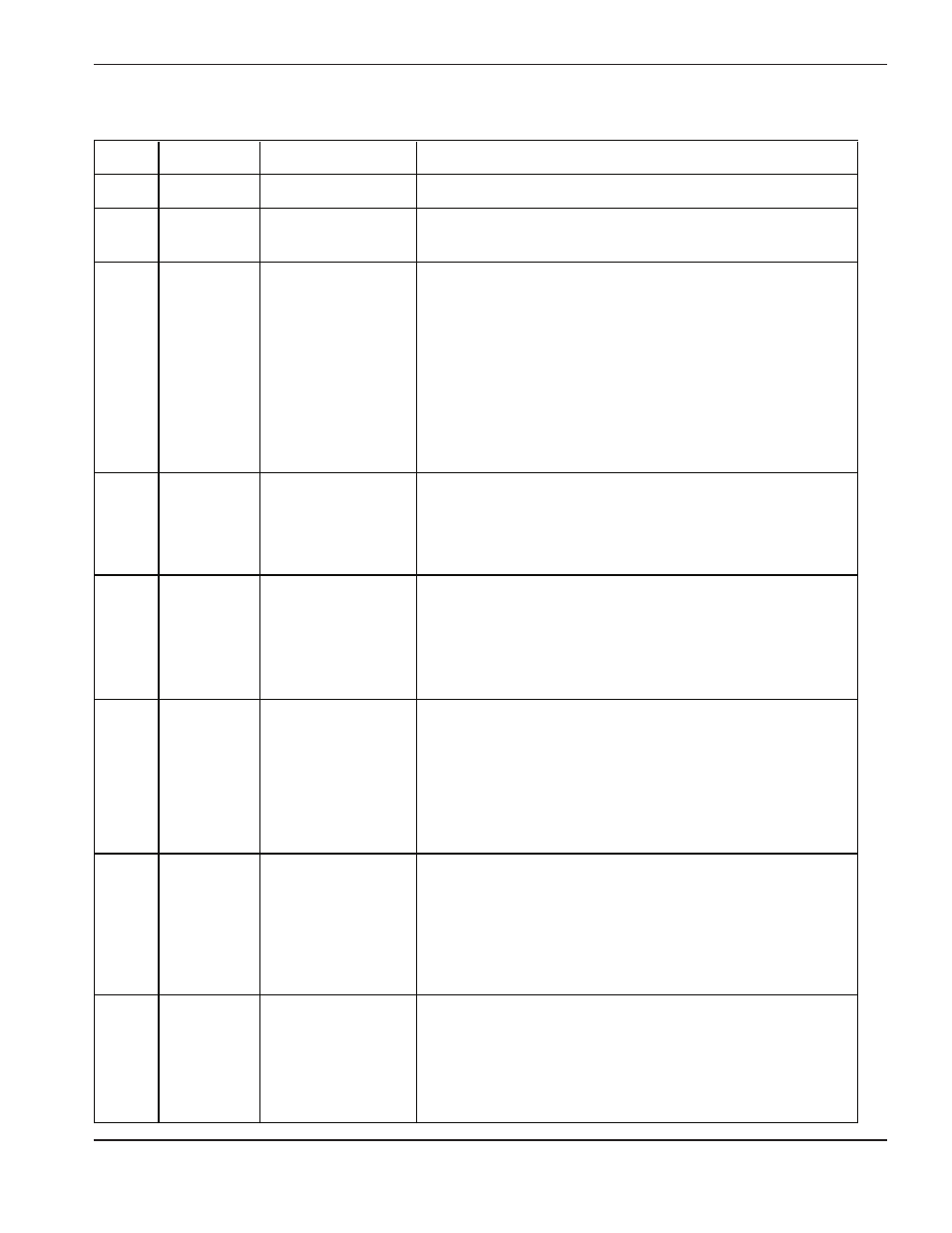
Dépannage code d’erreur 1 à 6
Code
dʼerreur
Nom
Description
Mesure corrective
0
Pas dʼerreur
Le système est prêt à
fonctionner.
Aucun nécessaire.
1. Vérifier que les filtres de liquide de refroidissement sont en bon état.
2. Vérifier que rien nʼobstrue le circuit de liquide de refroidissement.
1. Vérifier que les pièces consommables sont en bon état.
2. Vérifier les bons réglages de PREFLOW (prégaz) et CUTFLOW
(gaz de coupe).
3. Effectuer un essai dʼétanchéité.
4. Vérifier lʼétincelle sur lʼéclateur.
5. Inspecter CON1 et le relais dʼarc pilote pour voir sʼils sont très usés.
6. Effectuer lʼessai dʼécoulement de gaz (voir section
Entretien).
7. Effectuer lʼessai du faisceau de torche (voir section
Entretien).
8. Effectuer lʼessai du circuit de démarrage (voir section
Entretien).
9. Effectuer lʼessai du chopper (voir section
Entretien).
1. Vérifier que la hauteur de perçage est suffisante.
2. Vérifier que lʼon a bien effectué les réglages de PREFLOW et CUTFLOW.
3. Inspecter le câble de retour pour voir sʼil est endommagé ou si ses connexions
sont desserrées.
4. Effectuer lʼessai de courant (voir section
Entretien).
1. Vérifier que les pièces consommables sont en bon état.
2. Vérifier que lʼon a bien effectué les réglages de CUTFLOW.
3. Vérifier le délai de perçage.
4. Vérifier que lʼarc nʼa pas perdu le contact avec la tôle durant le coupage, p. ex.
en perçant des trous ou sur de la ferraille.
5. Effectuer lʼessai du chopper (voir section
Entretien).
1. Vérifier que les pièces consommables sont en bon état.
2. Vérifier que lʼon a bien effectué les réglages de CUTFLOW.
3. Vérifier le délai de perçage.
4. Vérifier que lʼarc nʼa pas perdu le contact avec la tôle durant le coupage, p. ex.
en perçant des trous ou sur de la ferraille.
5. Inspecter le câble de retour pour voir sʼil est endommagé ou desserré.
6. Essayer de connecter le câble de retour directement à la pièce.
7. Effectuer lʼessai du chopper (voir section Entretien).
1. Vérifier la tension phase-phase de la source de courant.
2. Couper lʼalimentation à la source de courant, déposer le couvercle du
contacteur et inspecter les contacts pour voir sʼils sont très usés.
3. Inspecter le cordon dʼalimentation, le contacteur et lʼentrée au chopper pour
voir si les connexions sont desserrées.
4. Inspecter les fusibles de perte de phase sur le CI de distribution dʼalimentation.
Remplacer le CI si les fusibles ont sauté.
5. Effectuer un essai de perte de phase (voir section
Entretien).
1. Si un relais mécanique est utilisé pour fournir un signal de démarrage au HPR,
soit ce relais rebondit quand il est excité ou les contacts sont défectueux.
Remplacer le relais.
2. Inspecter les câbles dʼinterface à la recherche de dommages, de sertissages
défectueux ou de mauvaises connexions électriques.
3. Si le câble dʼinterface est bon et quʼun relais nʼentraîne pas lʼentrée de
démarrage, la CNC perd le signal de démarrage avant quʼun arc en régime
continu ne soit établi.
27
Aucun courant nʼest
détecté provenant du
chopper à lʼallumage
et avant un délai
dʼune seconde.
Pas de transfert
dʼarc
Aucun courant détecté sur
le câble de retour 500
millisecondes après que le
courant de lʼarc pilote ait
été établi.
Perte de
transfert
Après le transfert de lʼarc,
le signal de transfert a été
perdu.
Pas dʼarc pilote
Perte de courant
31
Perte du signal
de démarrage
Le signal de démarrage a
été reçu puis perdu avant
lʼamorçage de lʼarc.
20
26
24
Perte de courant du
chopper après le transfert.
Perte de phase
Il y a un déséquilibre de
phase au chopper après
que le contacteur ait été
engagé ou pendant le
coupage.
18
Surpression de
la pompe
La pression de la pompe a
dépassé 13,79 bar.
21