Entretien – Hypertherm HPR130 Manual Gas Preventive Maintenance Program Manuel d'utilisation
Page 107
ENTRETIEN
5
5-8
HPR130 gaz manuel
Mode d’emploi
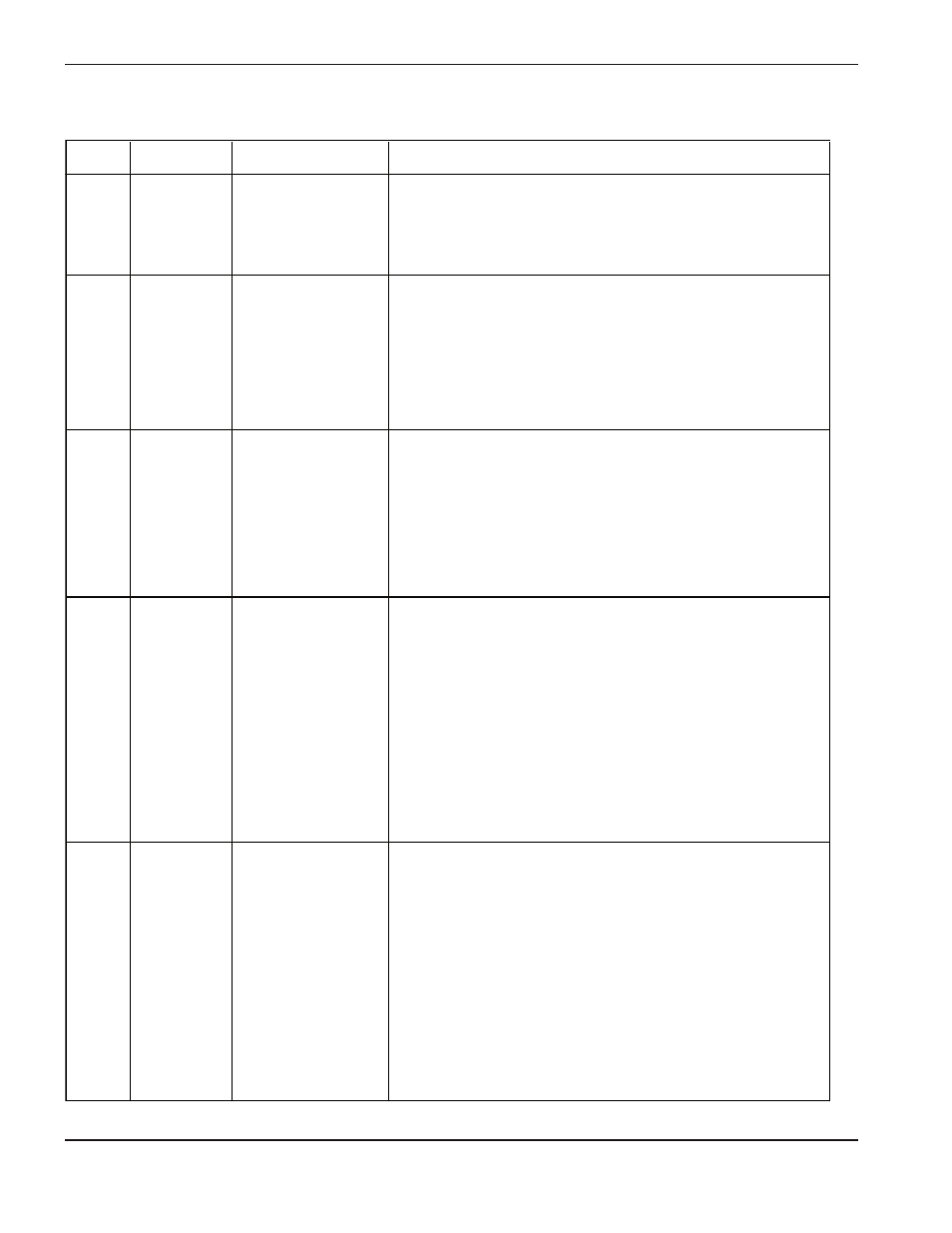
Dépannage code d’erreur 2 à 6
Code
dʼerreur
Nom
Description
Mesure corrective
1. Vérifier le câble dʼinterface à la recherche de dommages. Les fils de
« maintien » peuvent créer un court-circuit à lʼintérieur.
2. Si la CNC garde cette entrée, elle peut attendre une autre entrée complète de
lʼIHS dʼune autre torche.
3. Si le câble dʼinterface CNC est normal et sʼil sʼagit dʼun système à une seule
torche, remplacer le PCB3.
1. Inspecter la pression dʼalimentation et le volume du gaz qui reste dans les
réservoirs dʼalimentation.
2. Vérifier les réglages du détendeur de gaz sur la console des gaz avec un
tableau de coupe.
3. Voir
Réglage des détendeurs dʼalimentation (section Installation).
4. Effectuer lʼessai dʼétanchéité (section
Entretien).
1. Vérifier les réglages de la pression dʼalimentation du gaz.
2. Vérifier les réglages du détendeur sur la console des gaz avec un tableau de
coupe.
3. Voir comment régler les détendeurs dʼalimentation (section
Installation).
4.Une électrovanne du bloc dʼélectrovannes ne sʼouvre pas. Vérifier
lʼalimentation des électrovannes, débrancher les tuyaux de gaz plasma et de
gaz de protection qui sortent du bloc dʼélectrovannes. Si la pression diminue,
cʼest quʼune électrovanne ne fonctionne pas ou il nʼy a pas dʼalimentation
à lʼélectrovanne.
1. Vérifier la tension secteur dʼentrée. Elle ne doit pas faire moins de 10 % de la
valeur nominale (120 V c.a.).
2. Vérifier les fusibles sur PCB2.
3. Vérifier la tension 120 V c.a. sur la fiche J2.4, contacts 3 et 4 sur PCB2.
4. Vérifier la tension sur la prise J2 de PCB2 : approximativement de 1,65 V c.c.
entre les contacts 1 et 2.
5. Si la tension en J2.4, contacts 3 et 4 est supérieure à 108 V c.a. et si la tension
c.c. sur J2 est inférieure à 1,485 V c.c., remplacer PCB2.
6. Si la tension c.a. en J2.4, contacts 3 et 4 est supérieure à 108 V c.a. et si la
tension c.c. en J2 est également supérieure à 1,485 V c.c., vérifier la tension c.c.
en J3.201 sur PCB3. Elle doit être égale à la tension relevée en J2. Si les relevés
de tension c.c. sont pareils et que le fil passe avec succès lʼessai de continuité,
remplacer PCB3.
1. Vérifier la tension secteur dʼentrée. Elle ne doit pas faire moins de 10 % de la
valeur nominale (120 V c.a.).
2. Vérifier les fusibles sur PCB2.
3. Vérifier la tension 120 V c.a. sur la fiche J2.4, contacts 3 et 4 sur PCB2.
4. Si la tension est de 1,815 V c.c. ou supérieure et que la tension c.a. à J2.4 est
normale, remplacer PCB2.
5. Si la tension en J2.4, contacts 3 et 4 est inférieure à 108 V c.a. et si la tension
c.c. sur J2 est supérieure à 1,485 V c.c., remplacer PCB2.
6. Si la tension c.a. en J2.4, contacts 3 et 4 est inférieure à 132 V c.a. et si la
tension c.c. en J2 est également inférieure à 1,815 V c.c., vérifier la tension c.c.
en J3.201 sur PCB3. Elle doit être égale à la tension relevée en J2. Si les relevés
de tension c.c. sont pareils et que le fil passe avec succès lʼessai de continuité,
remplacer PCB3.
45
La pression du gaz plasma
dépasse la limite supérieure
de 7,58 bar.
Haute pression
du gaz plasma
La tension secteur est
égale ou supérieure à
la limite inférieure de
138 V c.a.
(120 V c.a. –15 %).
La limite normale
supérieure pour le
fonctionnement est de
132 V c.a.
(120 V c.a. –10 %).
La pression du gaz plasma
se situe au-dessous de la
limite inférieure.
0,34 bar prégaz
3,45 bar débit de coupe
(coupage)
0,34 bar débit de coupe
(marquage)
44
Basse pression
du gaz plasma
32
Délai de maintien
Le signal de maintien a été
actif pendant plus
de 60 secondes.
La tension secteur est
semblable ou inférieure
à la limite inférieure de
102 V c.a.
(120 V c.a -15 %).
La limite inférieure
normale pour le
fonctionnement est de
108 V c.a.
(120 V c.a.–10 %).
47
Haute tension
secteur
46
Tension secteur
basse