102 définir les opérations d'usin age – HEIDENHAIN iTNC 530 (340 49x-05) Pilot Manuel d'utilisation
Page 102
102
Définir les opérations d'usin
age
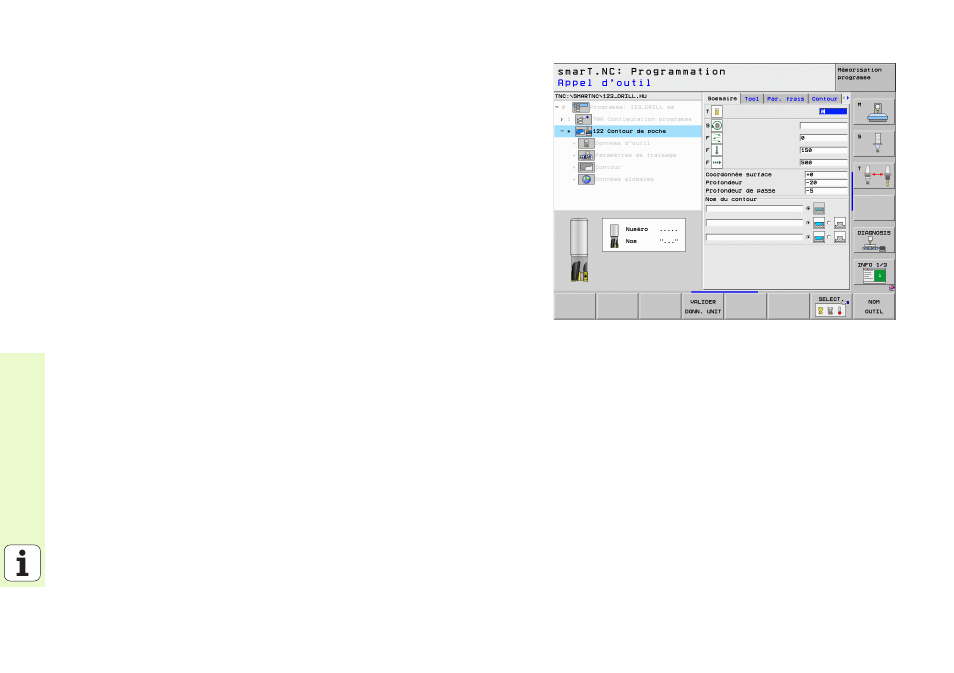
Unit 122 Contour de poche
Avec Contour de poche, vous pouvez réaliser l'évidement de poches à
contours variés et qui peuvent aussi contenir des îlots.
Si nécessaire, vous pouvez attribuer une profondeur particulière à chaque
contour partiel dans le formulaire détaillé Contour (fonction FCL 2). Dans
ce cas, vous devez toujours commencer par la poche la plus profonde.
Paramètres du formulaire Sommaire:
T
: Numéro ou nom de l'outil (commutable par softkey)
S
: Vitesse de rotation broche [tours/min.] ou vitesse de coupe [m/min.]
F
: Avance de plongée pendulaire [mm/min.], FU [mm/tour] ou FZ [mm/
dent]. Introduire 0 si la plongée doit s'effectuer verticalement
F
: Avance de plongée en profondeur en [mm/min.], FU [mm/tour] ou FZ
[mm/dent]
F
: Avance de fraisage [mm/min.], FU [mm/tour] ou FZ [mm/dent]
Coordonnée surface
: Coordonnée de la surface de la pièce à laquelle
se réfèrent les profondeurs introduites
Profondeur
: Profondeur de fraisage
Profondeur de passe
: Distance parcourue par l'outil en une passe
Surép. latérale
: Surépaisseur de finition latérale
Surépais. profondeur
: Surépaisseur de finition en profondeur
Nom du contour
: Liste des contours partiels (fichiers .HC) qui doivent
être réunis. Si vous disposez de l'option du convertisseur DXF, vous
pouvez alors créer avec lui un contour directement à partir du
formulaire