Coupe chanfreinée sur acier inoxydable, Manual gas, Plasma n – Hypertherm HPR130XD Gaz Manuel Rev.2 Manuel d'utilisation
Page 126: Protection n, 130 a, Métrique impérial, Marquage
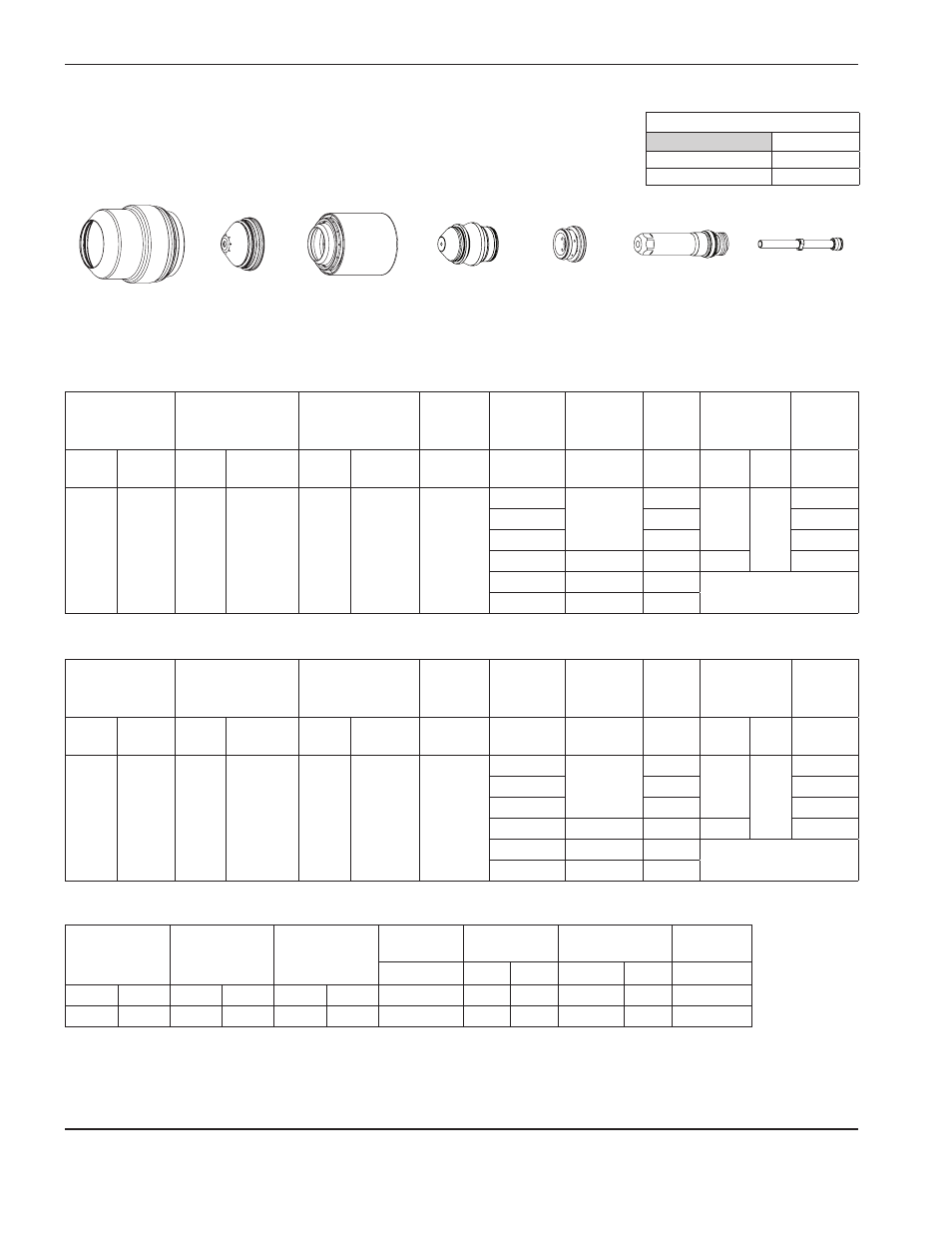
Fonctionnement
4-34
HPR130XD
Manual Gas
–
806322 Révision 2
coupe chanfreinée sur acier inoxydable
Plasma N
2
/ Protection N
2
130 A
Débits – l/min / scfh
N
2
Prégaz
97 / 205
Écoulement de coupe
125 / 260
métrique
impérial
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement de coupe
Écartement
minimal
épaisseur
équivalente
du matériau
Distance
torche-pièce
Vitesse
de coupe
Hauteur de
perçage initiale
Délai
de perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
mm
mm
mm
mm/min
mm
Facteur
en % Secondes
N
2
N
2
20
65
70
80
2,0
6
3,0 – 10,0
1960
6,0
200
0,3
8
1630
0,4
10
1300
0,5
12
3,5 – 10,0
900
7,0
0,8
15
3,8 – 10,0
670
Amorçage de l’arête
20
4,3 – 10,0
305
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement de coupe
Écartement
minimal
épaisseur
équivalente
du matériau
Distance
torche-pièce
Vitesse
de coupe
Hauteur de
perçage initiale
Délai
de perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
po
po
po
po/min
po
Facteur
en % Secondes
N
2
N
2
20
65
70
80
0.08
1/4
0.12 – 0.40
75
0.240
200
0.3
5/16
64
0.4
3/8
55
0.5
1/2
0.14 – 0.40
30
0.280
0.8
5/8
0.15 – 0.40
25
Amorçage de l’arête
3/4
0.17 – 0.40
15
Note : La plage d’angles de chanfrein est comprise entre 0 et 45°.
marquage
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement
de coupe
intensité
Distance
torche-pièce
Vitesse de
marquage
Tension
de l’arc
Ampères
mm
po
mm/min
po/min
Volts
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
140
Ar
Air
50
10
50
10
15
3,0
0.12
2540
100
75
220738
220637
220606
220739
220179
220656
220571