3 aborder et quitter le contour, Point initial et point final, Aborder et quitter le contour – HEIDENHAIN TNC 640 (34059x-05) Manuel d'utilisation
Page 214
Programmation : programmer les contours
6.3
Aborder et quitter le contour
6
214
TNC 640 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 3/2015
6.3
Aborder et quitter le contour
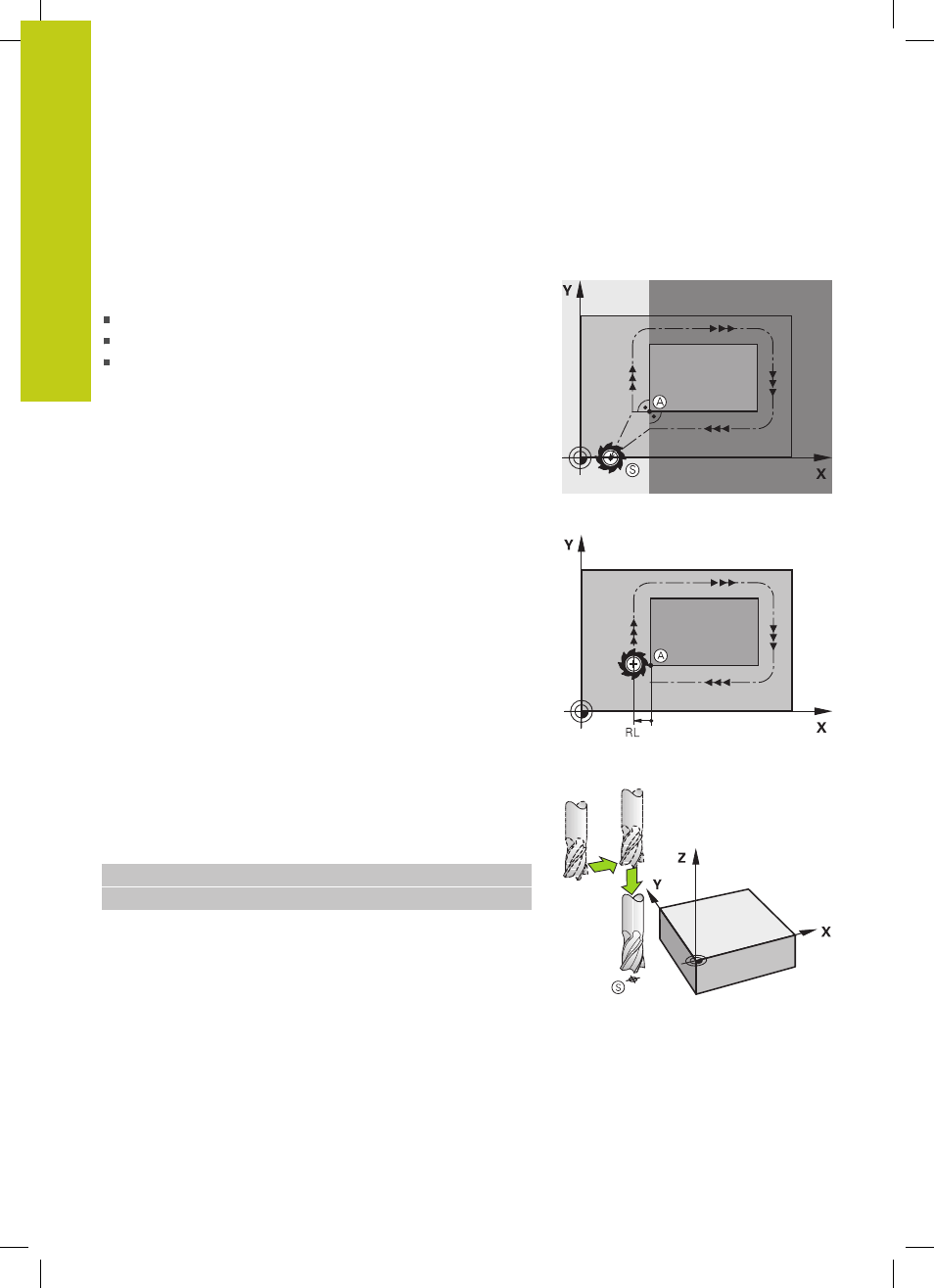
Point initial et point final
Partant du point initial, l'outil aborde le premier point de contour.
Conditions requises pour le point initial :
programmé sans correction de rayon
aucun risque de collision
proche du premier point du contour
Exemple dans la figure de droite :
si vous définissez le point initial dans la zone en gris foncé, le
contour sera endommagé lors de l'approche du premier point de
contour.
Premier point du contour
Programmez une correction de rayon pour le déplacement au
premier point du contour.
Déplacer l'outil dans l'axe de broche au point initial
Lors de l'approche du point initial, l'outil doit se déplacer dans
l'axe de la broche à la profondeur d'usinage. En cas de risque de
collision, aborder séparément le point initial dans l'axe de broche.
Séquences CN
30 L Z-10 R0 FMAX
31 L X+20 Y+30 RL F350