Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 505
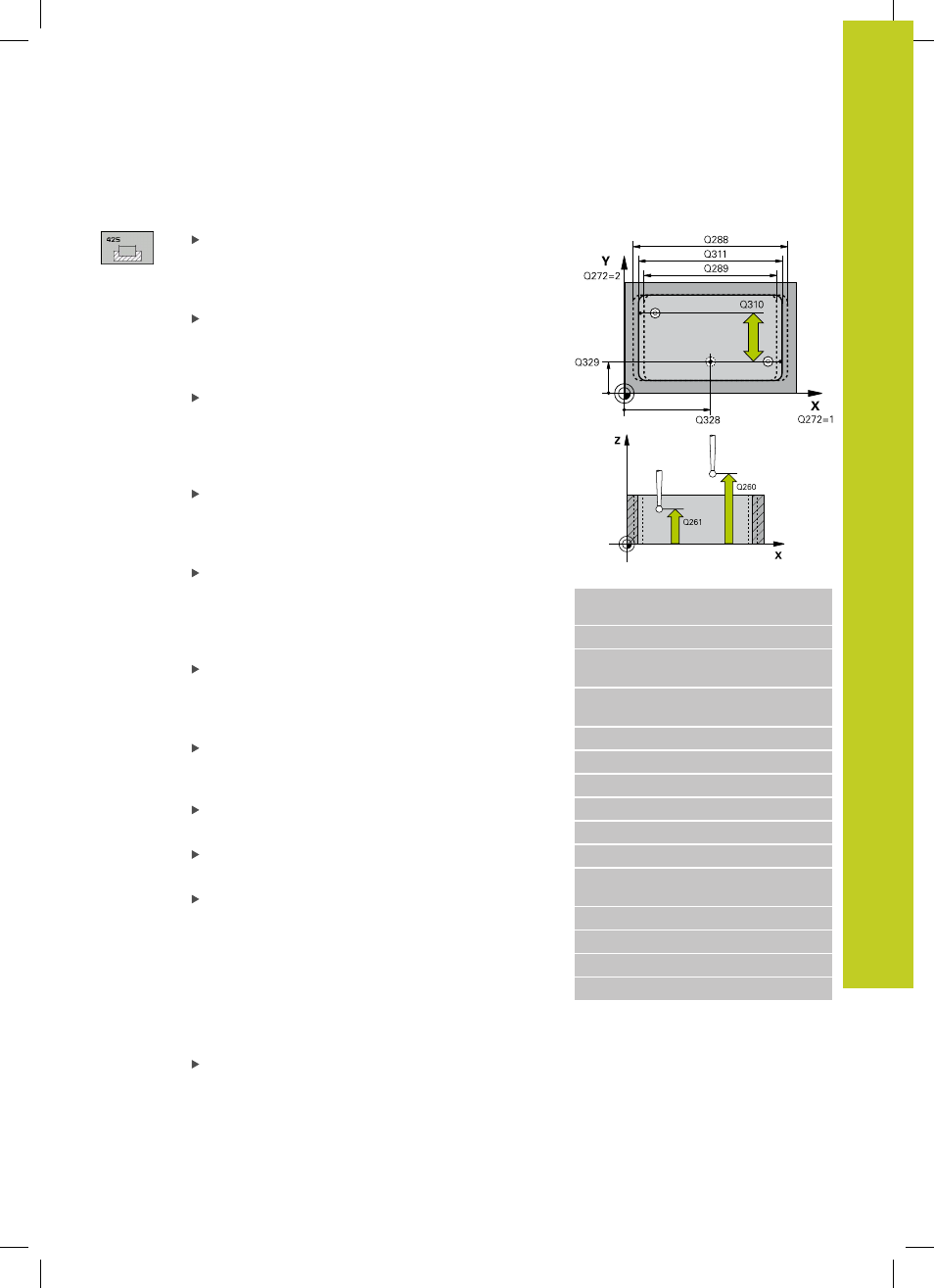
MESURE INTERIEUR RAINURE (cycle 425, DIN/ISO : G425) 17.9
17
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
505
Paramètres du cycle
Point initial 1er axe Q328 (en absolu) : point initial
de l'opération de palpage dans l'axe principal du
plan d'usinage. Plage d’introduction -99999,9999 à
99999,9999
Point initial 2ème axe Q329 (en absolu) :
point initial de l'opération de palpage dans l'axe
secondaire du plan d'usinage. Plage d’introduction
-99999,9999 à 99999,9999
Décalage pour 2ème mesure Q310 (en
incrémental) : valeur selon laquelle est décalé le
palpeur avant qu'il n'effectue la 2ème mesure. Si
vous introduisez 0, la TNC ne décale pas le palpeur.
Plage d’introduction -99999,9999 à 99999,9999
Axe de mesure Q272 : axe du plan d'usinage dans
lequel doit être effectuée la mesure
1
: axe principal = axe de mesure
2
: axe auxiliaire = axe de mesure
Hauteur de mesure dans l'axe de palpage Q261
(en absolu) : coordonnée du centre de la bille ( =
point de contact) dans l'axe du palpeur à laquelle
la mesure doit être effectuée. Plage d’introduction
-99999,9999 à 99999,9999
Hauteur de sécurité Q260 (en absolu) : coordonnée
dans l'axe du palpeur excluant toute collision entre
le palpeur et la pièce (élément de serrage). Plage
d’introduction -99999,9999 à 99999,9999
Longueur nominale Q311 : valeur nominale de
la longueur à mesurer. Plage d’introduction 0 à
99999,9999
Cote max. Q288 : longueur max. autorisée. Plage
d’introduction 0 à 99999,9999
Cote min. Q289 : longueur min. autorisée. Plage
d’introduction 0 à 99999,9999
Procès verbal de mesure Q281 : définir si la TNC
doit établir un procès verbal de mesure
0
: ne pas établir de procès verbal de mesure
1
: établir un procès verbal de mesure. La TNC
enregistre par défaut le
fichier TCHPR425.TXT
dans le répertoire TNC:\.
2
: interrompre le déroulement du programme et
émettre le procès-verbal de mesure sur l'écran de la
TNC. Poursuivre le programme avec Start CN.
Arrêt de PGM si la tolérance est dépassée Q309 :
définir si la TNC doit ou non interrompre l'exécution
du programme et délivrer un message d'erreur en
cas de dépassement des tolérances
0
: ne pas interrompre le déroulement du
programme, ne pas émettre de message d'erreur
1
: interrompre le déroulement du programme,
émettre un message d'erreur
Séquences CN
5 TCH PROBE 425 MESURE INT.
RAINURE
Q328=+75
;PT INITIAL 1ER AXE
Q329=-12.5
;POINT INITIAL 2ÈME
AXE
Q310=+0
;DECALAGE 2ÈME
MESURE
Q272=1
;AXE DE MESURE
Q261=-5
;HAUTEUR DE MESURE
Q260=+10
;HAUTEUR DE SECURITE
Q311=25
;LONGUEUR NOMINALE
Q288=25.05
;COTE MAX.
Q289=25
;COTE MIN.
Q281=1
;PROCES VERBAL
MESURE
Q309=0
;ARRET PGM SI ERREUR
Q330=0
;OUTIL
Q320=0
;DISTANCE D'APPROCHE
Q301=0
;DÉPLAC. HAUT. SÉCU.