4 mesure angle (cycle 420, din/iso : g420), Mode opératoire du cycle, Attention lors de la programmation – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 488: Mesure angle (cycle 420, din/iso : g420)
Cycles palpeurs : contrôle automatique des pièces
17.4 MESURE ANGLE (cycle 420, DIN/ISO : G420)
17
488
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
17.4
MESURE ANGLE (cycle 420, DIN/ISO :
G420)
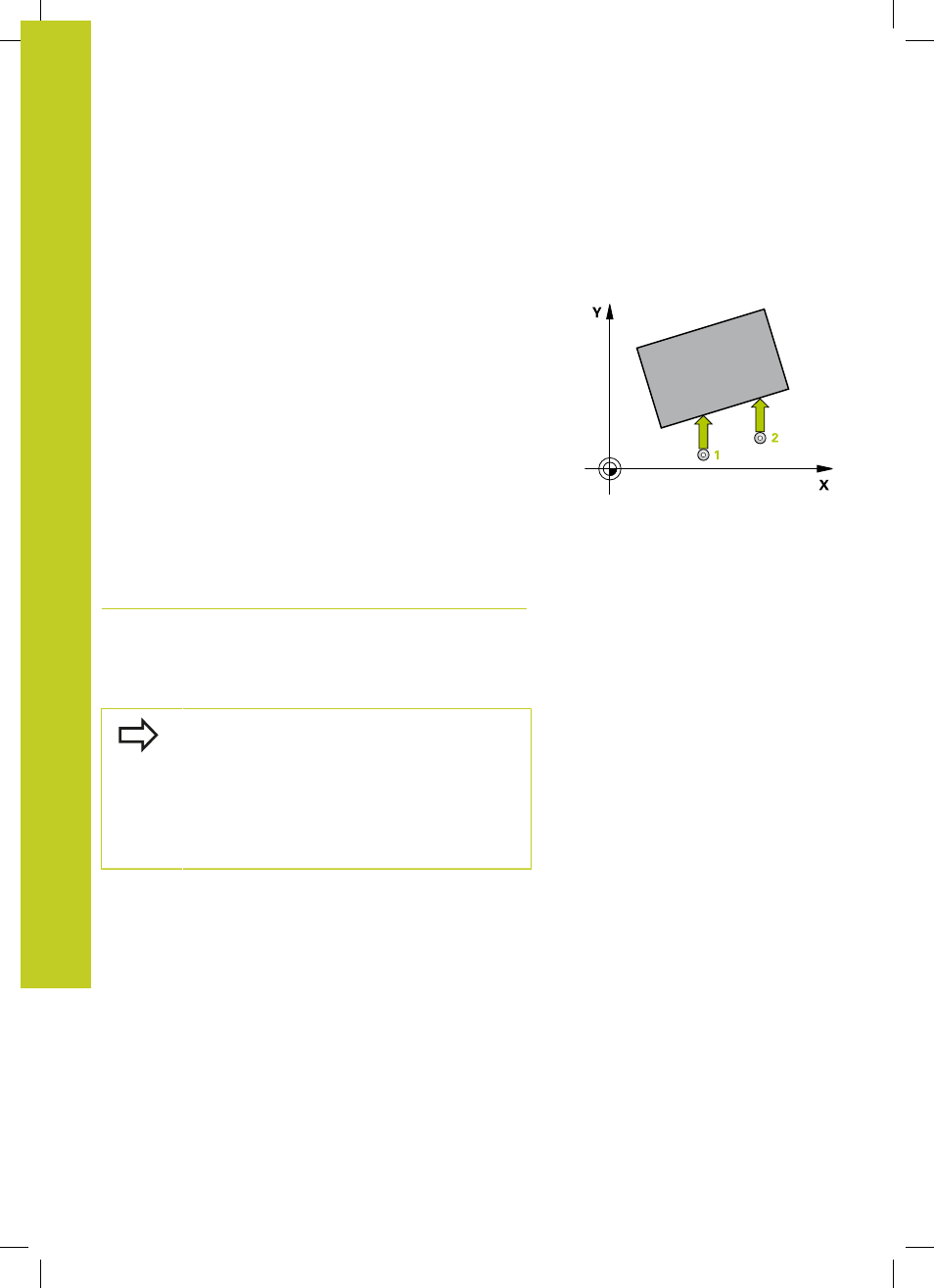
Mode opératoire du cycle
Le cycle palpeur 420 détermine l'angle formé par n'importe quelle
droite et l'axe principal du plan d'usinage.
1 La TNC positionne le palpeur au point de palpage
1
en avance
rapide (valeur de la colonne
FMAX) et selon la logique de
positionnement (voir "Exécuter les cycles palpeurs", Page 394).
Puis, la TNC décale le palpeur de la valeur de la distance
d'approche, dans le sens opposé au sens de déplacement
défini.
2 Le palpeur se déplace ensuite à la hauteur de mesure
programmée et exécute la première opération de palpage
suivant l'avance de palpage (colonne
F).
3 Puis, le palpeur se rend au point de palpage suivant
2
et exécute
la deuxième opération de palpage.
4 La TNC rétracte le palpeur à la hauteur de sécurité et mémorise
l'angle calculé dans le paramètre Q suivant :
Numéro paramètre
Signification
Q150
Angle mesuré se référant à l'axe
principal du plan d'usinage
Attention lors de la programmation !
Avant de définir le cycle, vous devez avoir
programmé un appel d'outil pour définir l'axe du
palpeur.
Si l'axe du palpeur correspond à l'axe de mesure,
sélectionnez
Q263 égal à Q265 si l'angle doit être
mesuré en direction de l'axe A ; sélectionnez
Q263
différent de
Q265 si l'angle doit être mesuré en
direction de l'axe B.