Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manuel d'utilisation
Page 149
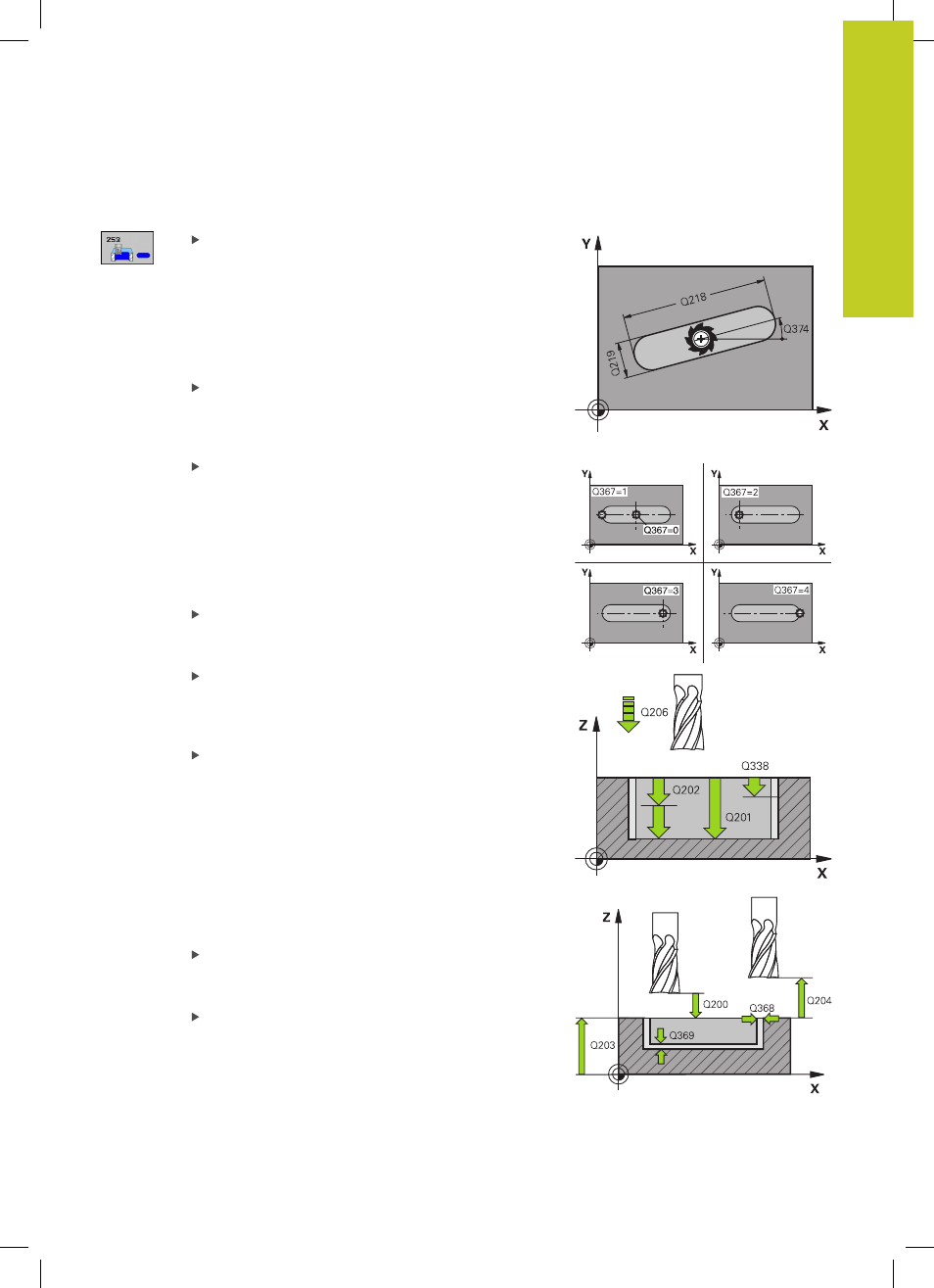
RAINURAGE
(cycle 253 DIN/ISO : G253)
5.4
5
TNC 640 | Manuel d'utilisationProgrammation des cycles | 9/2013
149
Paramètres du cycle
Opérations d'usinage (0/1/2) Q215 : définir les
opérations d'usinage
0
: ébauche et finition
1
: seulement ébauche
2
: seulement finition
La finition latérale et la finition en profondeur ne
sont exécutées que si la surépaisseur de finition
respective (Q368, Q369) est définie.
Longueur de rainure Q218 (valeur parallèle à l'axe
principal du plan d'usinage) : introduire le plus
grand côté de la rainure. Plage d’introduction 0 à
99999,9999
Largeur de rainure Q219 (valeur parallèle à l'axe
secondaire du plan d'usinage) : introduire la largeur
de la rainure. Si la largeur programmée pour la
rainure est égale au diamètre de l'outil, la TNC
n'effectue que l'ébauche (fraisage d'un trou oblong).
Largeur max. de la rainure pour l'ébauche : deux
fois le diamètre de l'outil. Plage d’introduction 0 à
99999,9999
Surépaisseur finition latérale Q368 (en
incrémental) : surépaisseur de finition dans le plan
d'usinage. Plage d’introduction 0 à 99999,9999
Position angulaire Q374 (en absolu) : angle de
rotation pour tout l'usinage. Le centre de rotation
est la position où se trouve l'outil lors de l'appel du
cycle. Plage d'introduction -360,000 à 360,000
Position de la rainure (0/1/2/3/4) Q367 : position
de la rainure par rapport à la position de l'outil lors
de l'appel du cycle
0
: position d'outil = au centre de la rainure
1
: position d'outil = à l'extrémité gauche de la
rainure
2
: position d'outil = dans l'axe médian de la rainure
à gauche
3
: position d'outil = dans l'axe médian de la rainure
à droite
4
: position d'outil = à l'extrémité droite de la rainure
Avance de fraisage Q207 : vitesse de déplacement
de l'outil lors du fraisage, en mm/min. Plage
d’introduction 0 à 99999,999 ou
FAUTO, FU, FZ
Mode de fraisage Q351 : mode de fraisage avec M3
+1 = fraisage en avalant
-1 = fraisage en opposition
PREDEF : la TNC utilise la valeur de la séquence
GLOBAL DEF.