88 définir les opér a tions d 'usinag e – HEIDENHAIN iTNC 530 (340 49x-06) Pilot Manuel d'utilisation
Page 88
88
Définir les opér
a
tions d
'usinag
e
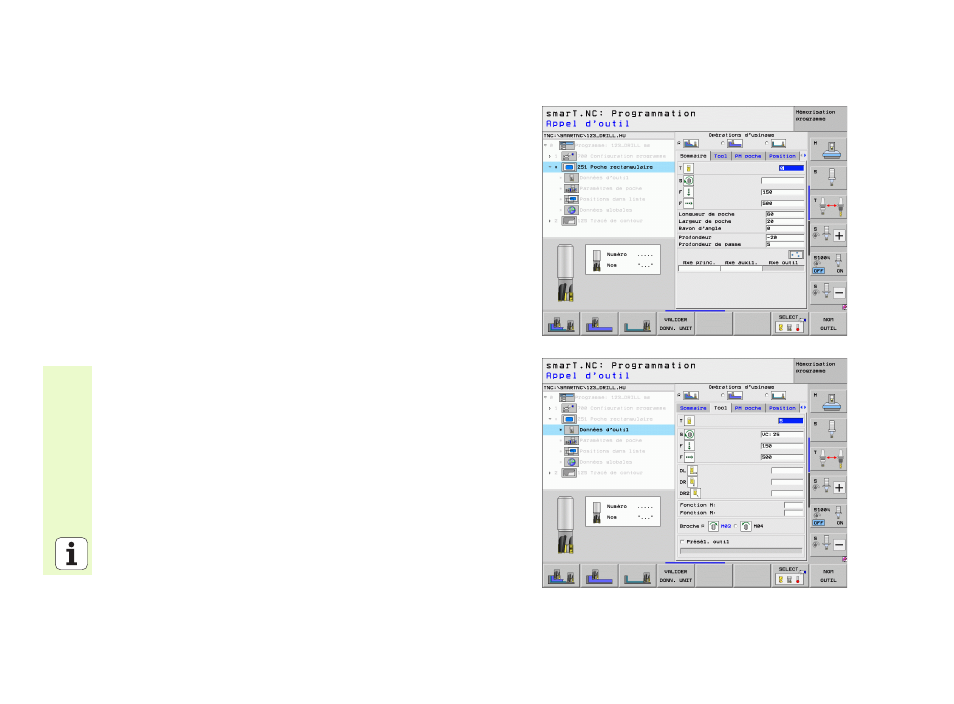
Unit 251 Poche rectangulaire
Paramètres du formulaire Sommaire:
U
Opérations d'usinage
: Sélectionner par softkey l'ébauche et la finition
ou bien seulement l'ébauche ou bien seulement la finition
U
T
: Numéro ou nom de l'outil (commutable par softkey)
U
S
: Vitesse de rotation broche [tours/min.] ou vitesse de coupe [m/min.]
U
F
: Avance de plongée en profondeur en [mm/min.], FU [mm/tour] ou FZ
[mm/dent]
U
F
: Avance de fraisage [mm/min.], FU [mm/tour] ou FZ [mm/dent]
U
Longueur de poche
: Longueur de la poche sur l'axe principal
U
Largeur de poche
: Largeur de la poche sur l'axe secondaire
U
Rayon d'angle
: S'il n'a pas été programmé, smarT.NC prend un rayon
d'angle égal au rayon de l'outil
U
Profondeur
: Profondeur du fond de la poche
U
Profondeur de passe
: Distance parcourue par l'outil en une passe
U
Positions d'usinage (voir „Définir les positions d'usinage” à la page
149)
Autres paramètres dans le formulaire détaillé Tool:
U
DL
: Delta longueur pour l'outil T
U
DR
: Delta rayon pour l'outil T
U
DR2
: Delta rayon 2 (rayon d'angle) pour l'outil T
U
Fonction M
: Fonctions auxiliaires M au choix
U
Broche
: Sens de rotation de la broche. smarT.NC configure M3 par
défaut
U
Présel. outil
: En cas de besoin, numéro de l'outil suivant pour
accélérer le changement d'outil (ceci dépend de la machine)