HEIDENHAIN iTNC 530 (340 49x-06) Pilot Manuel d'utilisation
Page 113
113
Définir les opér
a
tions d
'usinag
e
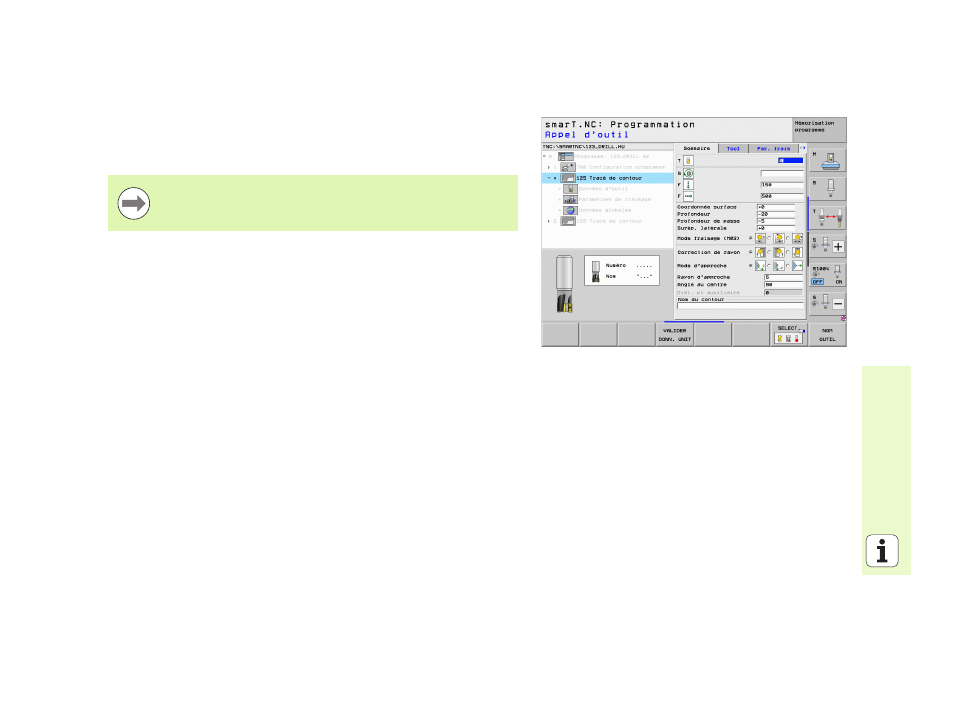
Unit 125 Tracé de contour
Avec Tracé de contour, vous pouvez usiner des contours ouverts ou
fermés que vous avez définis dans un programme .HC ou créés à l'aide
du convertisseur DXF.
Paramètres du formulaire Sommaire:
U
T
: Numéro ou nom de l'outil (commutable par softkey)
U
S
: Vitesse de rotation broche [tours/min.] ou vitesse de coupe [m/min.]
U
F
: Avance de plongée en profondeur en [mm/min.], FU [mm/tour] ou FZ
[mm/dent]
U
F
: Avance de fraisage [mm/min.], FU [mm/tour] ou FZ [mm/dent]
U
Coordonnée surface
: Coordonnée de la surface de la pièce à laquelle
se réfèrent les profondeurs introduites
U
Profondeur
: Profondeur de fraisage
U
Profondeur de passe
: Distance parcourue par l'outil en une passe
U
Surép. latérale
: Surépaisseur de finition
U
Mode fraisage
: Fraisage en avalant, fraisage en opposition ou usinage
pendulaire
U
Correction de rayon
: Usiner le contour avec correction à droite, à
gauche ou non corrigé
U
Mode d'approche
: Approche tangentielle sur un arc de cercle ou
approche tangentielle sur une droite ou bien approche perpendiculaire
au contour
U
Rayon d'approche
(n'a d'effet que si vous avez sélectionné l'approche
tangentielle sur un arc de cercle): Rayon du cercle d'entrée
Sélectionner le point initial et le point final du contour de
manière à réserver suffisamment de place pour les
déplacements d'approche et de sortie!