HEIDENHAIN iTNC 530 (340 49x-06) Pilot Manuel d'utilisation
Page 165
Advertising
165
Définir le
s positions
d'usinag
e
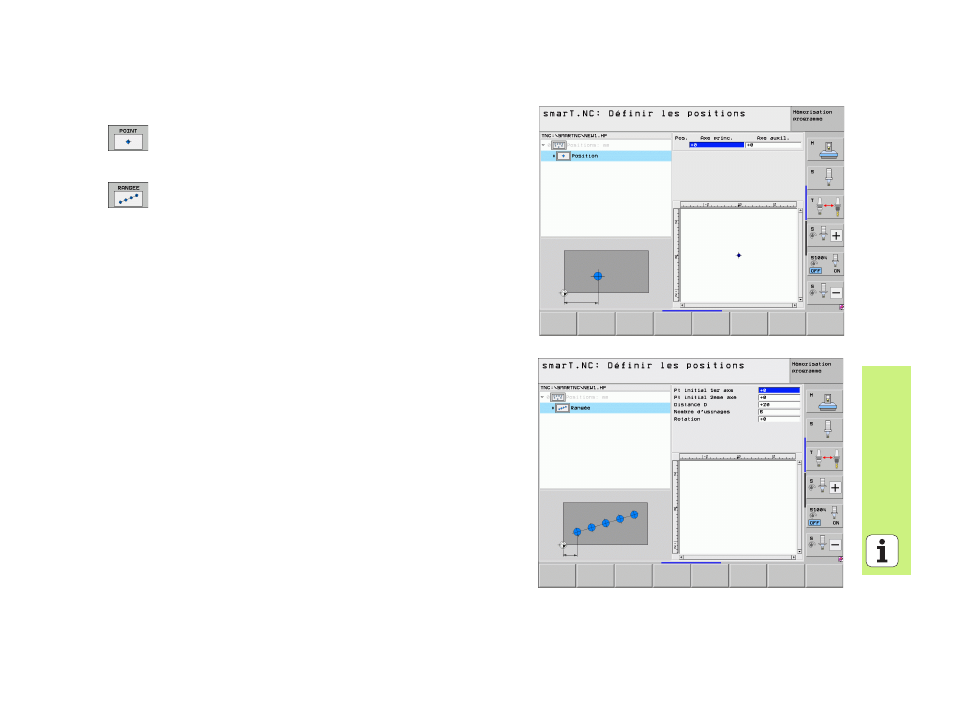
Point unique, cartésien
U
X
: Coordonnée dans l'axe principal du plan d'usinage
U
Y
: Coordonnée dans l'axe secondaire du plan d'usinage
Rangée unique, droite ou orientée
U
Point initial 1er axe
: Coordonnée du point initial de la
rangée dans l'axe principal du plan d'usinage
U
Point initial 2ème axe
: Coordonnée du point initial de la
rangée dans l'axe secondaire du plan d'usinage
U
Distance
: Distance entre les positions d'usinage. Valeur
positive ou négative
U
Nombre d'usinages
: Nombre total de positions d'usinage
U
Rotation
: Angle de rotation autour du point initial
programmé. Axe de référence: Axe principal du plan
d'usinage actif (p. ex. X avec l'axe d'outil Z). Valeur positive
ou négative
Advertising
Ce manuel est liée aux produits suivants: