1 principes de base, Vue d'ensemble, 1 pr incipes de base 16.1 principes de base – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Manuel d'utilisation
Page 364
364
Cycles palpeurs: Contrôle automatique des pièces
16.1 Pr
incipes de base
16.1 Principes de base
Vue d'ensemble
La TNC dispose de douze cycles destinés à la mesure automatique de
pièces:
Attention, risque de collision!
Lors de l'exécution des cycles palpeurs, aucun des cycles
de conversion de coordonnées ne doit être actif (cycle 7
POINT ZERO, cycle 8 IMAGE MIROIR, cycle 10
ROTATION, cycles 11 et 26 FACTEUR ECHELLE et
cycle 19 PLAN D'USINAGE ou ROT 3D).
La TNC doit avoir été préparée par le constructeur de la
machine pour l'utilisation de palpeurs 3D.
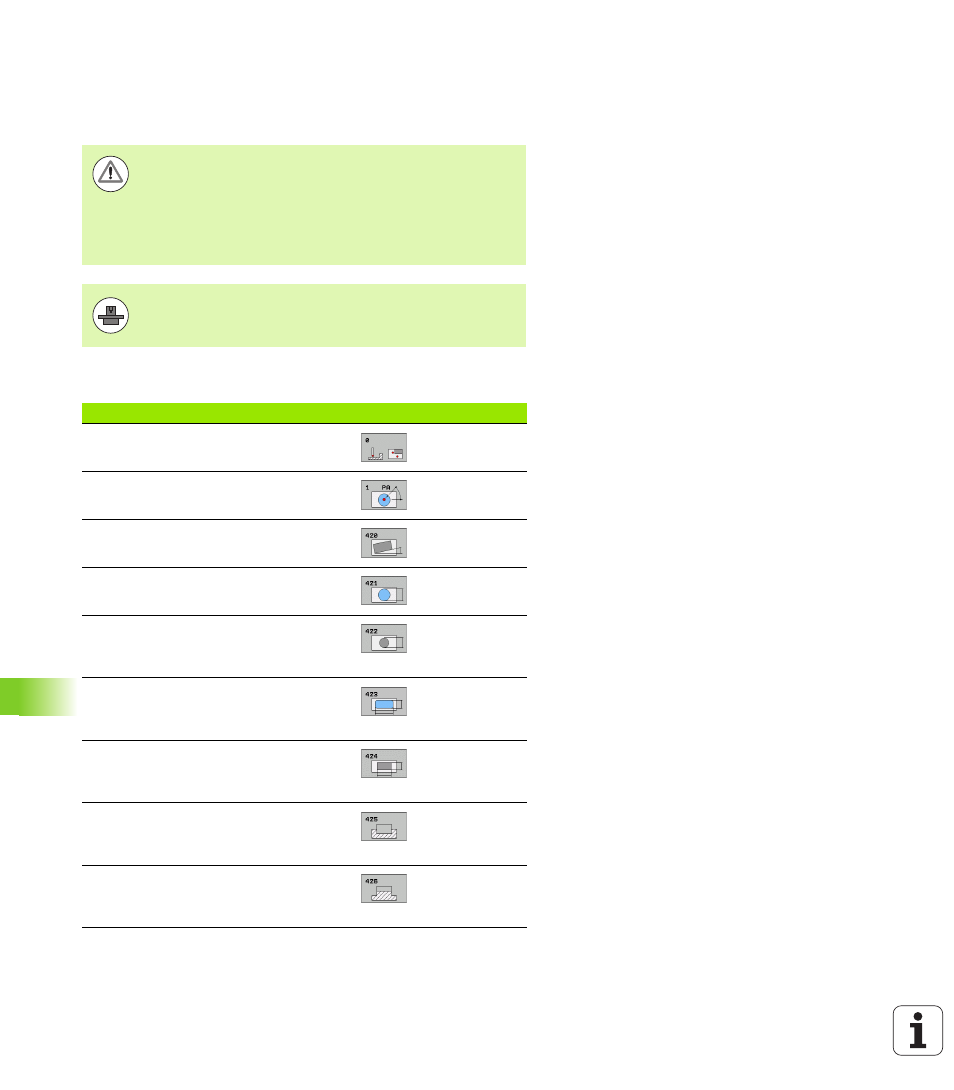
Cycle
Softkey
Page
0 PLAN DE REFERENCE Mesure de
coordonnée dans un axe sélectionnable
1 PLAN DE REF POLAIRE Mesure d'un
point, sens de palpage avec angle
420 MESURE ANGLE Mesure d'un
angle dans le plan d'usinage
421 MESURE TROU Mesure de la
position et du diamètre d'un trou
422 MESURE EXT. CERCLE Mesure de
la position et du diamètre d'un tenon
circulaire
423 MESURE INT. RECTANG. Mesure
de la position, longueur et largeur d'une
poche rectangulaire
424 MESURE EXT. RECTANG. Mesure
de la position, longueur et largeur d'un
tenon rectangulaire
425 MESURE INT. RAINURE
(2ème barre de softkeys) Mesure
interne de la largeur d'une rainure
426 MESURE EXT. TRAVERSE
(2ème barre de softkeys) Mesure
externe d'une traverse