Déroulement du cycle, Attention lors de la programmation – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Manuel d'utilisation
Page 299
HEIDENHAIN TNC 320
299
14.5 R
O
T
A
TION DE BA
SE compensée a
v
ec ax
e r
o
tatif (cy
c
le 403,
DIN/ISO:
G403)
14.5 ROTATION DE BASE
compensée avec axe rotatif
(cycle 403, DIN/ISO: G403)
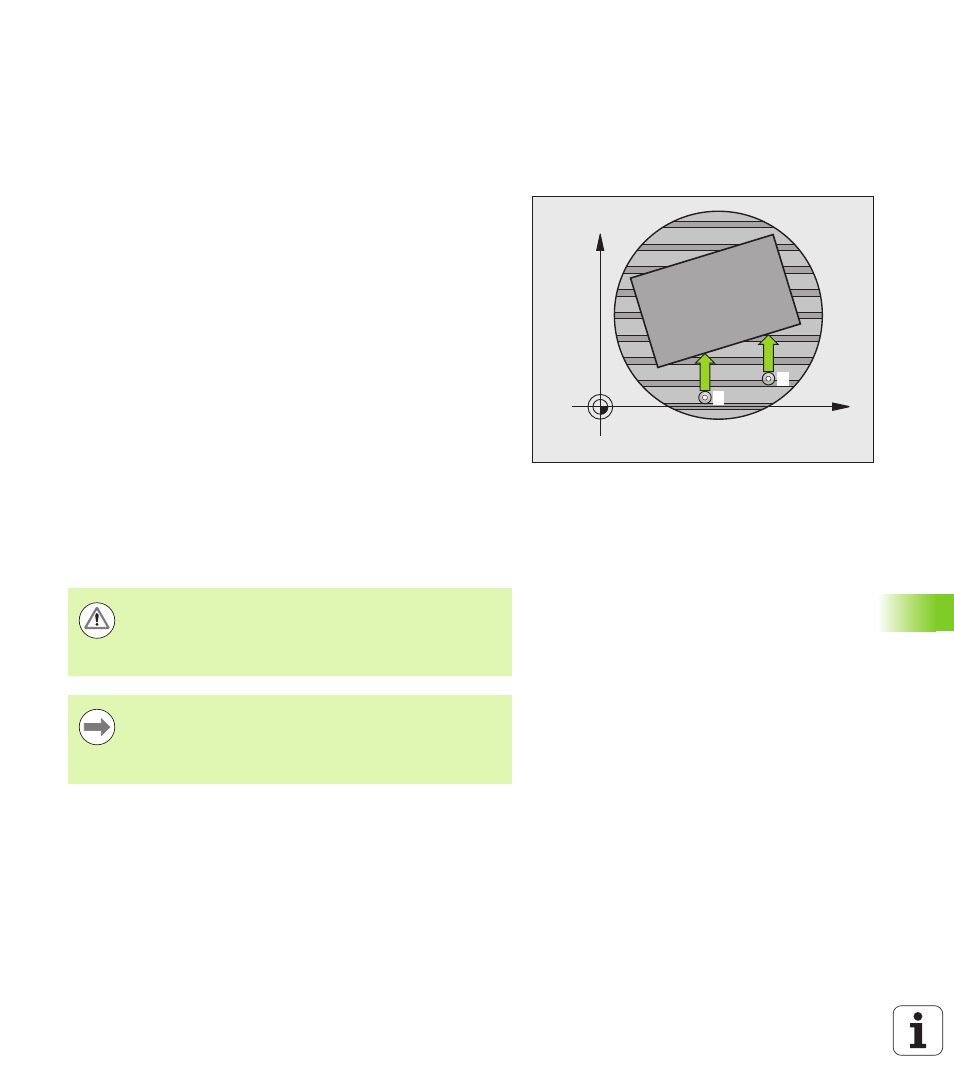
Déroulement du cycle
Par la mesure de deux points situés sur une droite, le cycle
palpeur 403 détermine le désaxage d'une pièce. La TNC compense le
désaxage qu'elle a calculé pour la pièce au moyen d'une rotation de
l'axe A, B ou C. La pièce peut être serrée n'importe où sur le plateau
circulaire.
1
La TNC positionne le palpeur en avance rapide (valeur de la
colonne FMAX) et selon la logique de positionnement (cf.
„Exécuter les cycles palpeurs” à la page 283) au point de palpage
programmé
1
. Ce faisant, la TNC décale le palpeur de la valeur de
la distance d'approche, dans le sens opposé au sens de
déplacement défini
2
Le palpeur se déplace ensuite à la hauteur de mesure programmée
et exécute la première opération de palpage suivant l'avance de
palpage (colonne F)
3
Puis, le palpeur se déplace vers le point de palpage suivant
2
et
exécute la deuxième opération de palpage
4
La TNC rétracte le palpeur à la hauteur de sécurité et positionne
l'axe rotatif défini dans le cycle en fonction de la valeur calculée. En
option, vous pouvez mettre à 0 l'affichage après le dégauchissage
Attention lors de la programmation:
X
Y
1
2
Attention, risque de collision!
La TNC ne vérifie plus la cohérence entre les points de
palpage et l'axe de compensation. Il peut en résulter des
déplacements compensatoires décalés de 180°.
Avant de définir le cycle, vous devez avoir programmé un
appel d'outil pour définir l'axe du palpeur.
La TNC enregistre également dans le paramètre Q150
l'angle défini.