Paramètres du cycle – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Manuel d'utilisation
Page 129
HEIDENHAIN TNC 320
129
5.2 POCHE RECT
ANGULAIRE (cy
c
le
251, DIN/ISO: G251)
Paramètres du cycle
U
Opérations d'usinage (0/1/2)
Q215: Définir les
opérations d'usinage:
0: Ebauche et finition
1: Ebauche seulement
2: Finition seulement
La finition latérale et la finition en profondeur ne sont
exécutées que si la surépaisseur de finition
correspondante (Q368, Q369) a été définie
U
1er côté
Q218 (en incrémental): Longueur de la
poche parallèle à l'axe principal du plan d'usinage.
Plage d'introduction 0 à 99999,9999
U
2ème côté
Q219 (en incrémental): Longueur de la
poche parallèle à l'axe auxiliaire du plan d'usinage.
Plage d'introduction 0 à 99999,9999
U
Rayon d'angle
Q220: Rayon de l'angle de la poche. Si
vous avez programmé 0, la TNC prend un rayon
d'angle égal au rayon de l'outil. Plage d'introduction
0 à 99999,9999
U
Surépaisseur finition latérale
Q368 (en
incrémental): Surépaisseur de finition dans le plan
d'usinage. Plage d'introduction 0 à 99999,9999
U
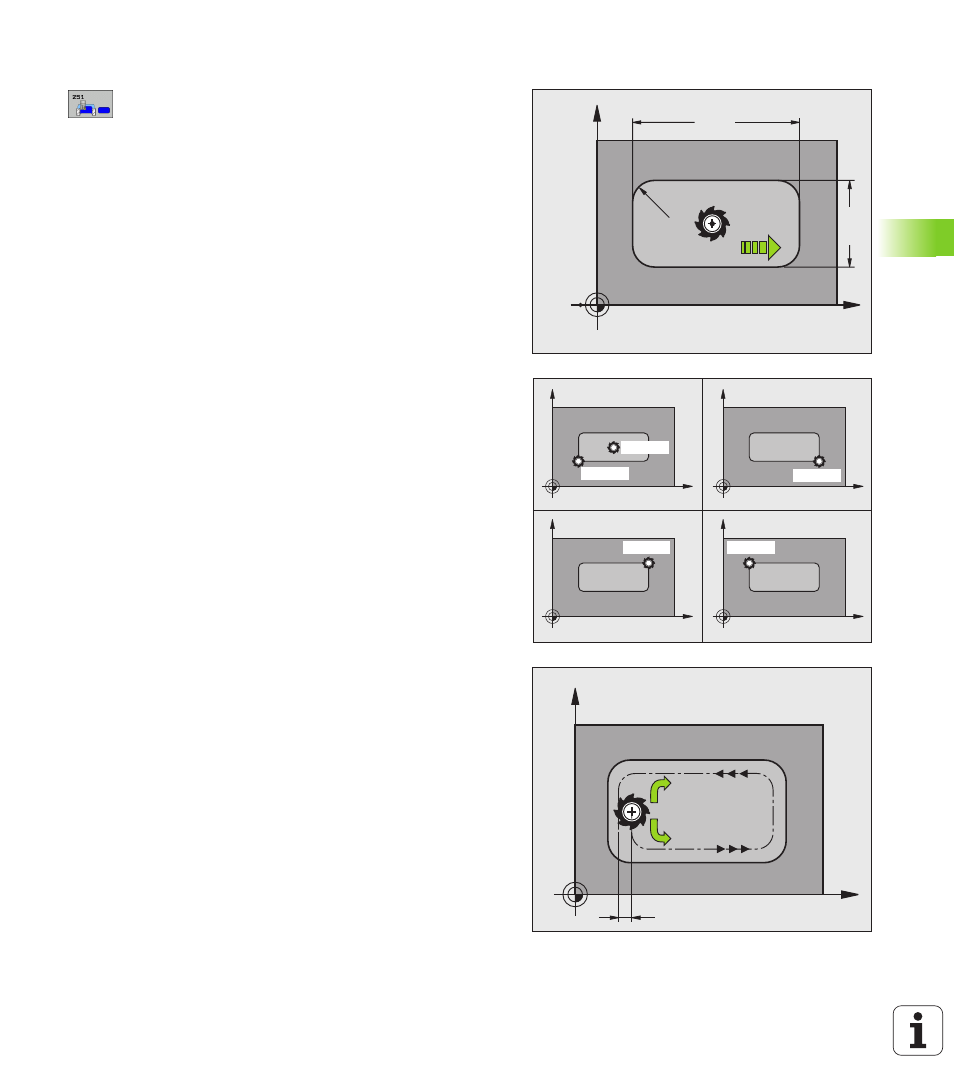
Position angulaire
Q224 (en absolu): Angle de
pivotement de toute la poche. Le pivot est situé sur la
position où se trouve l'outil lors de l'appel du cycle.
Plage d'introduction -360,0000 à 360,0000
U
Position poche
Q367: Position de la poche par
rapport à la position de l'outil lors de l'appel du cycle:
0: Position de l'outil = centre de la poche
1: Position de l'outil = coin inférieur gauche
2: Position de l'outil = coin inférieur droit
3: Position de l'outil = coin supérieur droit
4: Position de l'outil = coin supérieur gauche
U
Avance de fraisage
Q207: Vitesse de déplacement
de l'outil lors du fraisage, en mm/min. Plage
d'introduction 0 à 99999,999, en alternative FAUTO, FU,
FZ
U
Mode fraisage
Q351: Mode de fraisage avec M3:
+1 = fraisage en avalant
–1 = fraisage en opposition
X
Y
Q21
9
Q218
Q207
Q220
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4
X
Y
k
Q351= +1
Q351= 1