Outillage, serrer la pièce, 5 ex emple – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 560
560
TURN PLUS
7.
5 Ex
emple
Gorge
Sélectionner „Forme > Gorge > Gorge standard/
G22“.
Valider l'„élément de base pour la gorge“.
Boîte de dialogue "Gorge standard/G22" :
coin interne (Z) = 25 mm
coin interne (Ki) = – 8 mm
diamètre de la gorge = 25 mm
rayon externe/chanfrein (B) = - 1 mm
Filet
Sélectionner „Forme > Filet“.
Valider l'„élément de base pour le filet“.
Boîte de dialogue "Filet" : sélectionner "ISO DIN 13".
Appuyer sur la softkey "Retour" pour revenir au menu
principal.
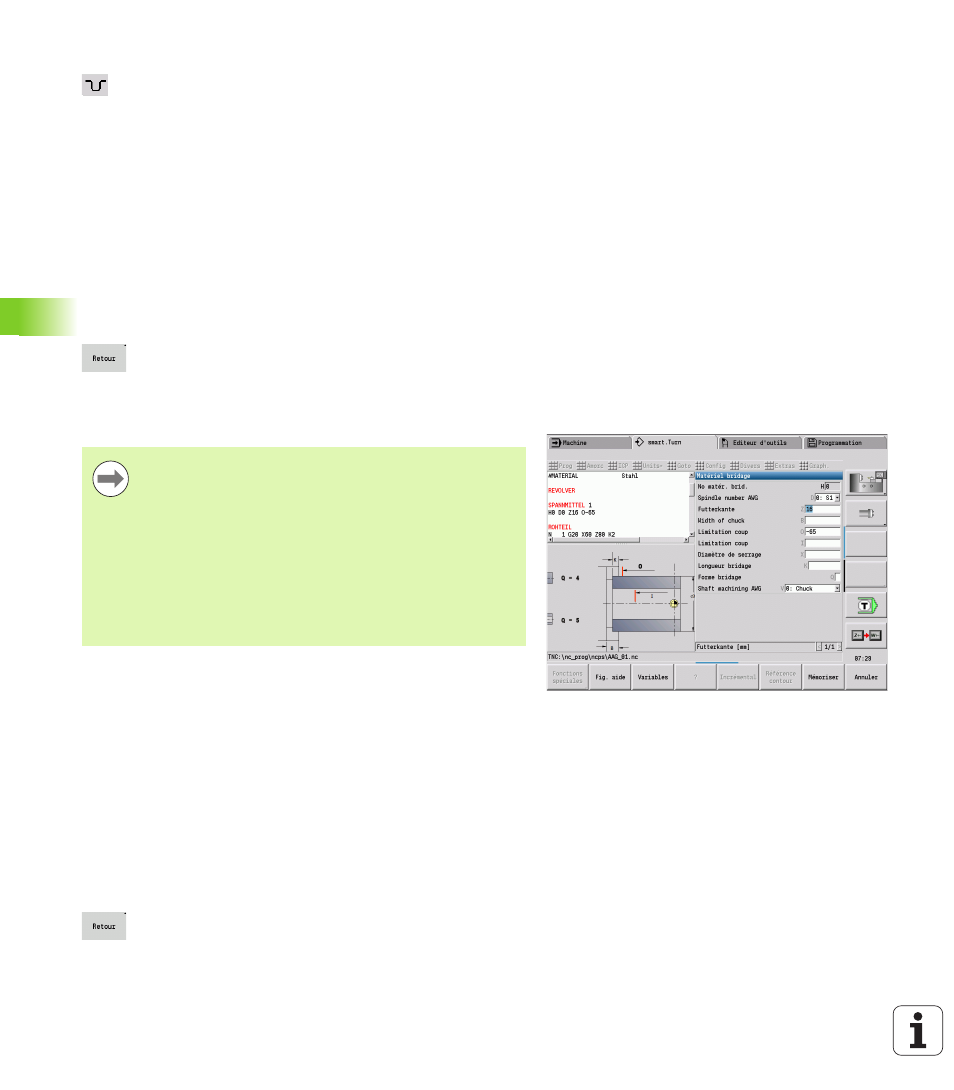
Outillage, serrer la pièce
Sélectionner „Amorce > Insérer moyen de serrage“
Définir le système de serrage en procédant comme suit.
Choisir le "numéro de broche CAP".
Introduire le "bord du mandrin“.
Introduire la "largeur du mandrin“.
Introduire la limite d'usinage (à l'extérieur et à l'intérieur).
Introduire le "diamètre de serrage".
Introduire la "longueur de serrage".
Définir le "type de serrage" (extérieur/intérieur).
Sélectionner l'"usinage d'arbre CAP".
TURN PLUS tient compte du moyen de serrage et de la limite
d'usinage lors de la création du programme.
Appuyer sur la softkey "Retour" pour revenir au menu
principal.
TURN PLUS calcule automatiquement le décalage du
point zéro requis pour la pièce et l'active avec G59. Pour
calculer le décalage du point zéro, TURN PLUS tient
compte des valeurs suivantes :
la longueur de la pièce Z (définition de la pièce brute)
la surépaisseur K (définition de la pièce brute)
le bord du mandrin Z (définition du moyen de serrage ou
paramètres d'usinage)
le bord du mandrin B (définition du moyen de serrage ou
paramètres d'usinage)