Cycle simple de filetage g32, 1 9 cy cles de filetag e – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 299
HEIDENHAIN MANUALplus 620, CNC PILOT 640
299
4.1
9
Cy
cles de filetag
e
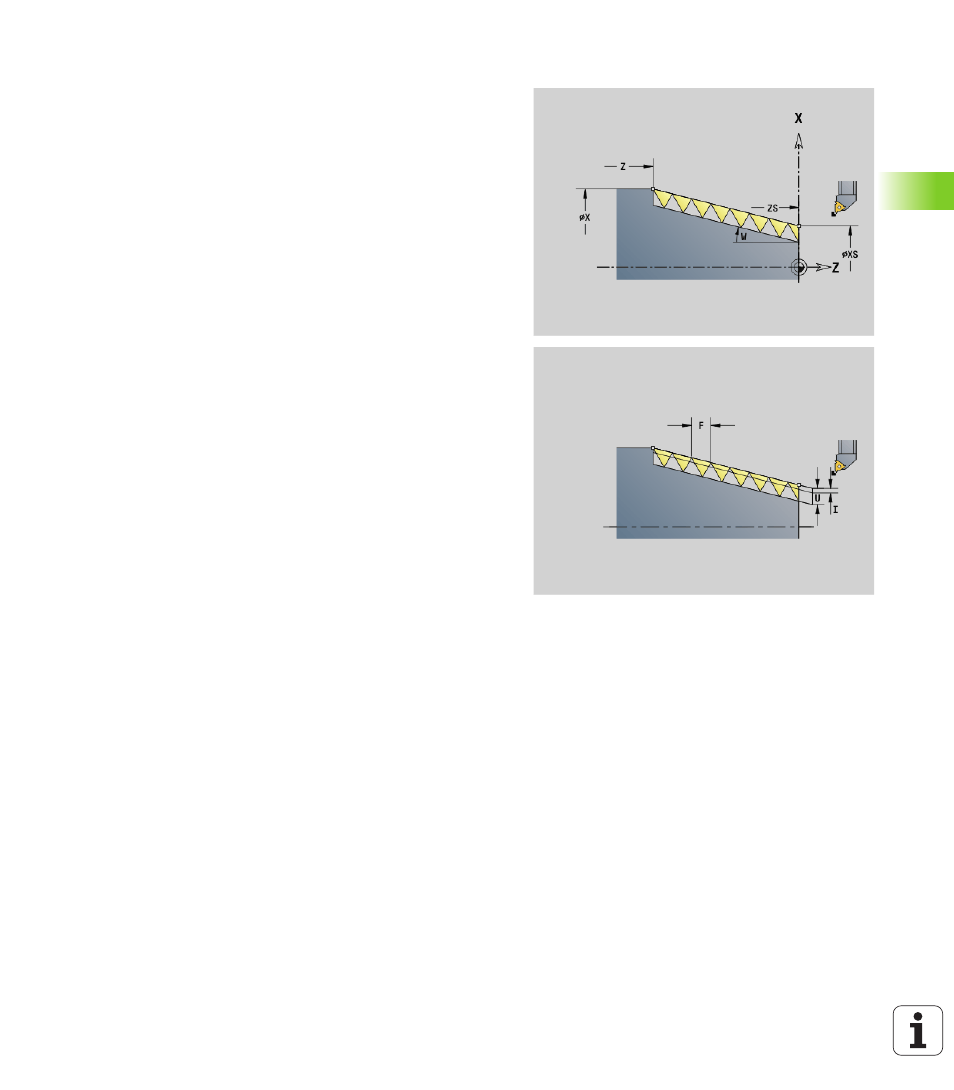
Cycle simple de filetage G32
G32 usine un filet simple, quel que soit son sens et sa position
(filetage longitudinal, conique ou transversal; intérieur ou extérieur).
Paramètres
X
Point final du filet (Cote de diamètre)
Z
Point final du filet
XS
Point initial du filet (Cote de diamètre)
ZS
Point initial du filet
BD
Filetage extérieur/intérieur:
0: filetage extérieur
1: filetage intérieur
F
Pas du filet
U
Profondeur de filetage
Pas d'introduction : la profondeur de filetage est calculée
automatiquement :
Filetage extérieur (0.6134 * F)
Filetage intérieur (0.5413 * F)
I
Profondeur de coupe max.
IC
Nombre de passes La passe est calculée à partir de IC et de U.
Utilisable avec :
V=0 (Section de coupe constante)
V=1 (passe constante)
V
Type de plongée (par défaut: 0)
0: Section de coupe constante à chaque passe
1: Passe constante
2 : avec répartition de passe restante Première passe =
„reste“ de la division profondeur du filet/profondeur de
coupe La „dernière passe“ est répartie en 1/2, 1/4, 1/8 et 1/
8 de passe.
3: La plongée est calculée à partir du pas et de la vitesse de
rotation
4: comme MANUALplus 4110
5 : passe constante (comme dans 4290)
6 : constante avec reste (comme dans 4290)
H
Type de décalage pour lisser les flancs du filet (par défaut: 0)
0: sans décalage
1 : décalage à gauche
2 : décalage à droite
3: décalage alternativement à droite/gauche
K
Longueur de fin de filet (par défaut: 0)
W
Angle du cône (plage: –45° < W < 45°) – (par défaut: 0)
Position du filet conique par rapport à l'axe longitudinal ou
transversal:
W>0: Contour montant (dans le sens de l'usinage)
W<0: Contour plongeant