Unit „taraudage icp axe y, 1 units – p e rçag e, ax e y – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 163
HEIDENHAIN MANUALplus 620, CNC PILOT 640
163
3.1 Units – P
e
rçag
e, ax
e Y
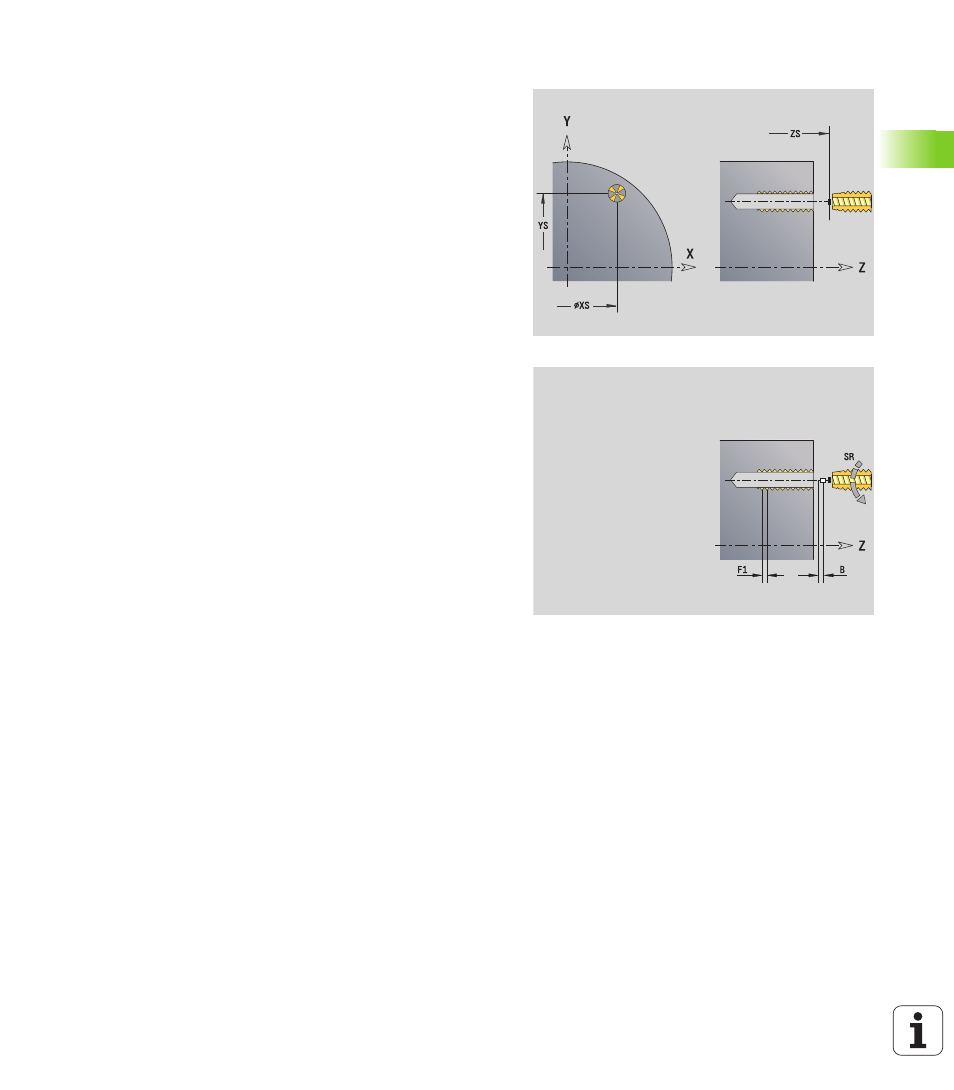
Unit „Taraudage ICP axe Y“
L'unit exécute un seul taraudage ou un modèle de perçage dans le
plan XY ou YZ. Les positions des taraudages et autres détails sont
spécifiées avec ICP.
Nom de l'unit : G73_ICP_Y / cycle : G73 (voir à la page 320)
Longueur d'extraction L:
Utilisez ce paramètre avec pinces de
serrage avec compensation linéaire. En fonction de la profondeur du
filet, du pas programmé et de la „longueur de compensation“, le cycle
calcule un nouveau pas nominal. Le pas nominal est légèrement
inférieur au pas du taraud. Lors de la réalisation du filet, le taraud est
extrait du mandrin de serrage de la „longueur d'extraction“. Ce
procédé vous permet d'augmenter la durée de vie des tarauds.
Accès à la banque de données technologiques :
Mode d'usinage: Taraudage
Paramètres variables: S
Modèle de formulaire de paramètre
FK
NS
Numéro de séquence initial du contour
Paramètres du formulaire Cycle
F1
Pas du filetage
B
Longueur d'approche
L
Longueur d'extraction en cas d'utilisation d'un mandrin de
serrage avec compensation linéaire (par défaut: 0)
SR
Vitesse de rotation de retrait (par défaut: Vitesse de
rotation lors du taraudage)
RB
Plan de retrait
Autres formulaires :