35 f onctions g des commandes antér ieur e s – HEIDENHAIN SW 54843x-02 DIN Programming Manuel d'utilisation
Page 415
HEIDENHAIN MANUALplus 620, CNC PILOT 640
415
4.35 F
onctions G des commandes antér
ieur
e
s
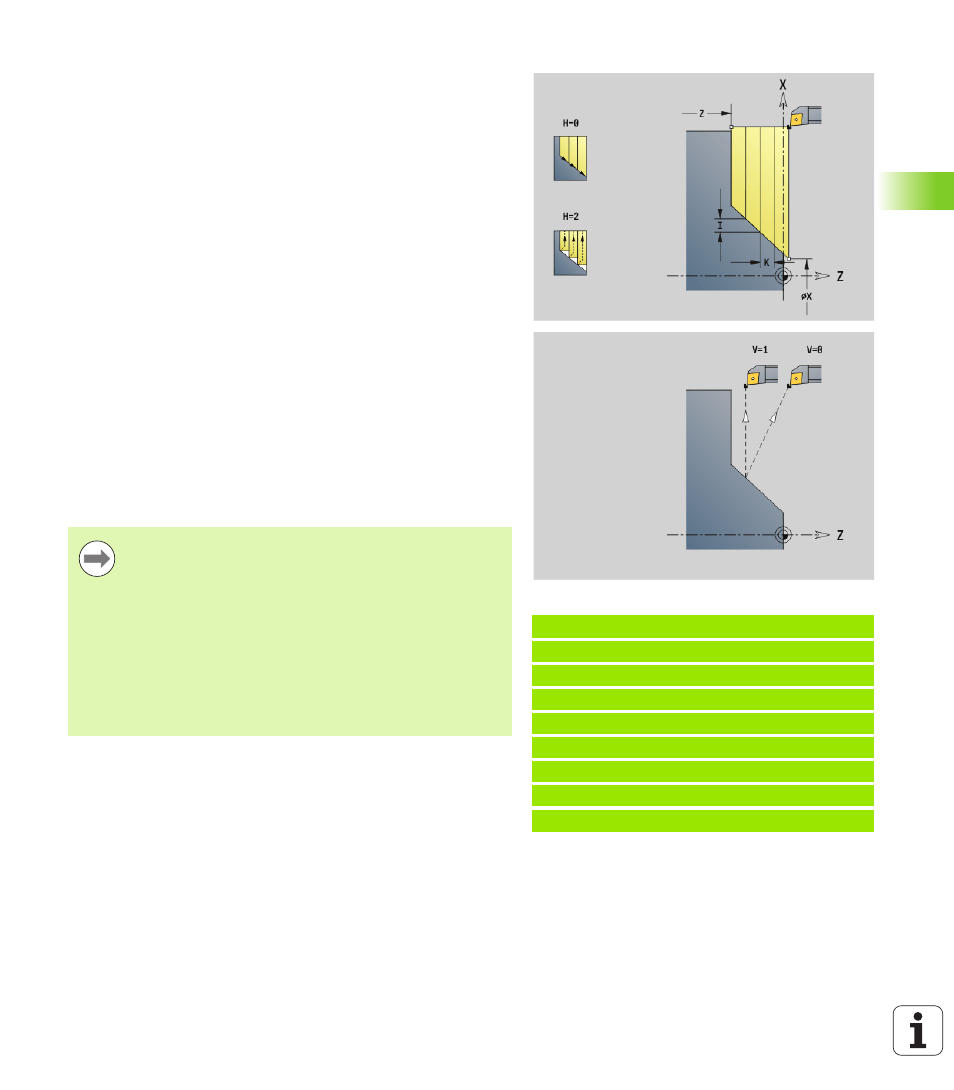
Tournage transversal simple G82
G82 ébauche la zone de contour définie par la position courante de
l'outil et par „X, Z“. Pour une pente, définissez l'angle avec I et K.
La Commande reconnaît s'il s'agit d'un usinage extérieur/intérieur en
fonction de la position du point-cible. La répartition des passes est
calculée de manière à éviter une „passe de finition“ et à ce que la
passe calculée soit <= „K“.
Exemple : G82
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G82 X20 Z-15 I4 K4 Q0
N4 G0 X120 Z-15
N5 G82 X50 Z-26 I2 K-4 Q1
N6 G0 X120 Z-26
N7 G82 X80 Z-45 K4 Q1
. . .
Paramètres
X
Point final du contour X (cote de diamètre)
Z
Premier point du contour
I
Décalage dans le sens de X (par défaut: 0)
K
Plongée max. en Z
Q
Fonction G plongée (par défaut: 0)
0: Plongée avec G0 (avance rapide)
1: Plongée avec G1 (avance d'usinage)
V
Type de dégagement (par défaut: 0)
0: Retour au point de départ du cycle en X et dernière
position de retrait en Z
1: Retour au point de départ du cycle
H
Type de sortie (par défaut: 0)
0: Usine le long du contour après chaque passe
2: Dégage l'outil à 45° – pas de lissage du contour
Programmation X, Z
: en absolu, en incrémental ou
modal
La Correction rayon de la dent ne sera pas appliquée.
Distance de sécurité
après chaque passe: 1mm.
Une surépaisseur G57
est appliquée en tenant compte du signe
(surépaisseurs impossibles pour les usinages
intérieurs)
reste active après la fin du cycle
Une surépaisseur G58 n'est pas appliquée.