Paramètres du cycle – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuel d'utilisation
Page 148
Cycles d'usinage : fraisage de poches/ tenons / rainures
5.6
TENON RECTANGULAIRE (cycle 256, DIN/ISO : G256)
5
148
TNC 320 | Manuel d'utilisation Programmation des cycles | 9/2013
Paramètres du cycle
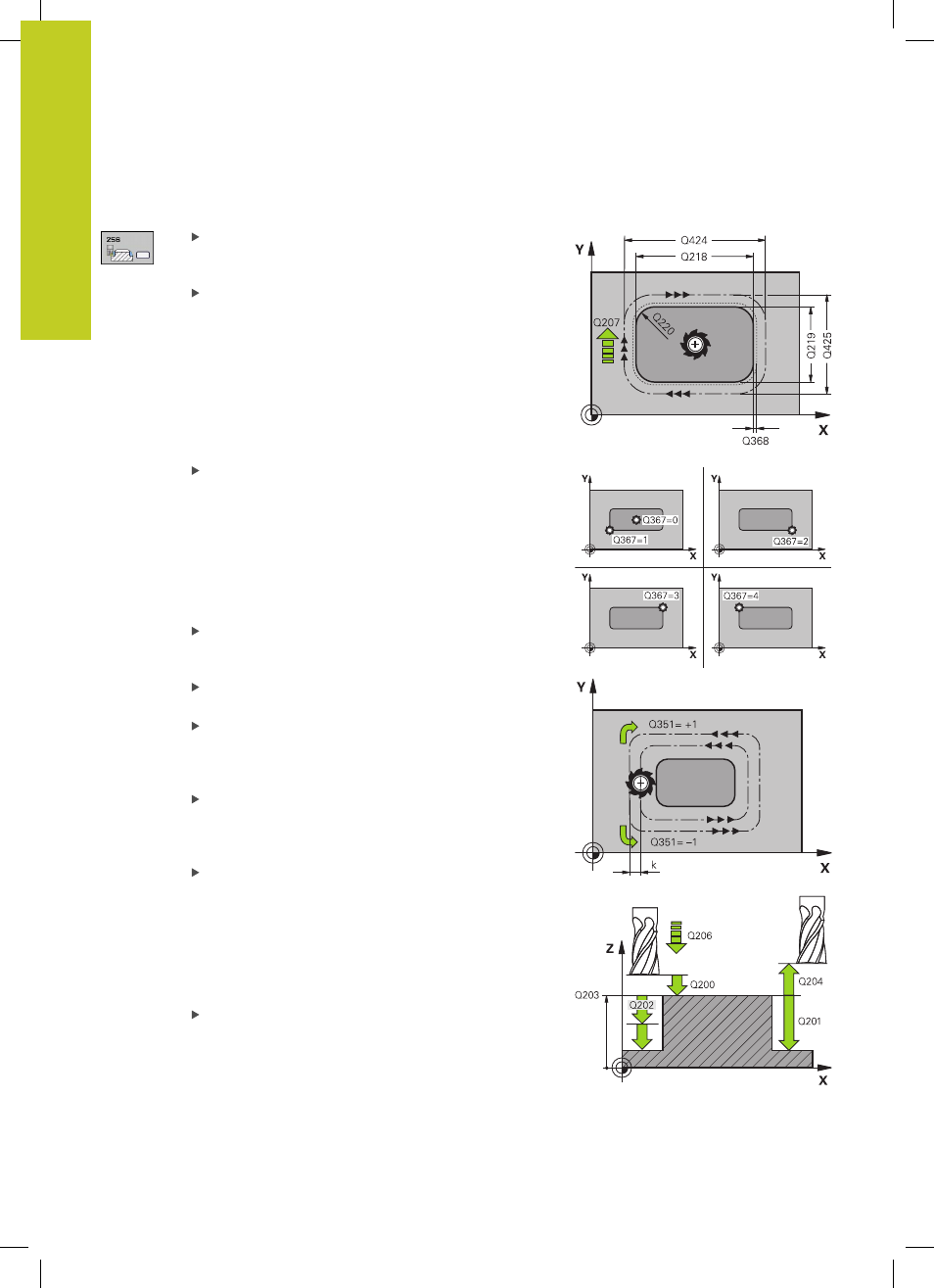
Longueur 1er côté Q218 : longueur du tenon
parallèle à l'axe principal du plan d'usinage. Plage
d’introduction 0 à 99999,9999
Cote pièce br. côté 1 Q424 : longueur de la
pièce brute du tenon, parallèle à l'axe principal du
plan d'usinage. Introduire
cote pièce br. côté 1
supérieure au
1er côté. La TNC exécute plusieurs
passes latérales si la différence entre la cote
pièce brute 1 et la cote finale 1 est supérieure à la
passe latérale autorisée (rayon d'outil x facteur de
recouvrement
Q370). La TNC calcule toujours une
passe latérale constante. Plage d’introduction 0 à
99999,9999
2ème côté Q219 : longueur du tenon, parallèle à
l'axe secondaire du plan d'usinage. Introduire
cote
pièce br. côté 2 supérieure au 2ème côté. La TNC
exécute plusieurs passes latérales si la différence
entre la cote pièce brute 2 et la cote finale 2 est
supérieure à la passe latérale autorisée (rayon
d'outil x facteur de recouvrement
Q370). La TNC
calcule toujours une passe latérale constante. Plage
d’introduction 0 à 99999,9999
Cote pièce br. côté 2 Q425 : longueur de la pièce
brute du tenon, parallèle à l'axe secondaire du plan
d'usinage. Plage d’introduction 0 à 99999,9999
Rayon d'angle Q220 : rayon d'angle du tenon. Plage
d’introduction 0 à 99999,9999
Surépaisseur finition latérale Q368 (en
incrémental) : surépaisseur de finition laissée par la
TNC dans le plan d'usinage. Plage d’introduction 0 à
99999,9999
Position angulaire Q224 (en absolu) : angle de
rotation pour tout l'usinage. Le centre de rotation
est la position où se trouve l'outil lors de l'appel du
cycle. Plage d'introduction -360,0000 à 360,0000
Position du tenon Q367 : position du tenon par
rapport à la position de l'outil lors de l'appel du
cycle
0
: position d'outil = centre du tenon
1
: position d'outil = angle en bas à gauche
2
: position d'outil = angle en bas à droite
3
: position d'outil = angle en haut à droite
4
: position d'outil = angle en haut à gauche
Mode de fraisage Q351 : mode de fraisage avec M3
+1 = fraisage en avalant
-1 = fraisage en opposition
PREDEF : la TNC utilise la valeur de la séquence
GLOBAL DEF.