Hypertherm PHC Manuel d'utilisation
Page 49
Section 4 : Dépannage
51
Problème
Solution
L’arc s’éteint après le transfert
avec un gros trou de perçage
◊ Vérifier que le délai de perçage n’est pas trop long.
◊ Vérifier que la sortie de mouvement de la machine est active et
connectée à la CNC.
◊ Vérifier que la CNC est active et que la vitesse de la machine
appropriée est réglée.
La torche commence à couper
avant que le perçage ne soit
terminé
◊ Vérifier que le délai de perçage n’est pas réglé trop court.
La torche plonge vers la tôle
immédiatement après que la
commande de tension
commence
◊ Augmenter la tension d’arc réglée.
◊ Augmenter le délai d’accélération de la machine – commutateur
DIP SW7 Off.
◊ Check the arc voltage calibration.
La torche s’écarte de la tôle
dès que le réglage de la
tension commence
◊ Diminuer la valeur établie de la tension d’arc.
◊ Augmenter la valeur de la hauteur de perçage.
◊ Vérifier l’étalonnage de la tension d’arc.
Commande de tension
irrégulière
◊ Vérifier toutes les points de connexion à la terre du système.
◊ Vérifier la torche à la recherche de fuites d’eau.
La torche ne remonte pas
à la fin de la coupe
◊ Vérifier les réglages de remontée de fin de course –
commutateurs DIP SW9 et SW10.
◊ Vérifier si l’ensemble torche et faisceau est coincé ou obstrué.
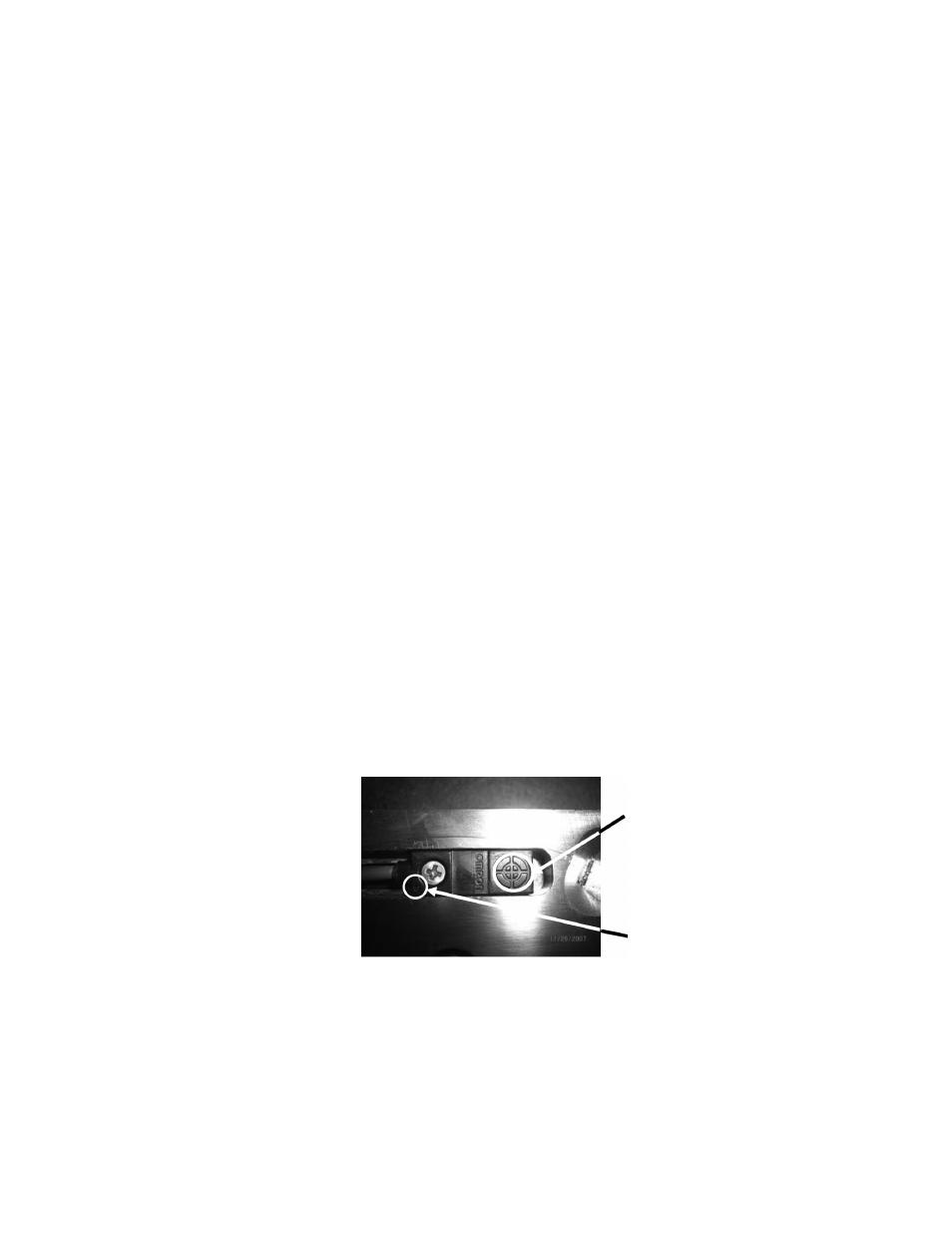
Erreur de décrochage de la
torche
Si le dispositif de décrochage de la torche ne s’est pas déclenché, vérifier
les raccordements entre le lève-torche et la PHC :
1. Pour mettre à l’essai le commutateur, toucher une pièce métallique
à la cible sur le capteur magnétique à la partie supérieure du
dispositif de décrochage. La DEL au milieu du capteur s’allume
si le commutateur fonctionne.
2. Vérifier la connectivité de la terre du CI d’interface du lève-torche
au point de connexion à la terre commune sur la table de travail.
Voir Figure 13 à la page 12.
3. Vérifier que le câble du capteur magnétique est connecté au
CI d’interface du lève-torche.
Cible
DEL