Air / air – Hypertherm MAX200 Machine Torch Plasma Arc Cutting System Manuel d'utilisation
Page 40
FONCTIONNEMENT
2-26
MAX200
(torche manuelle) Manuel de l’opérateur
15
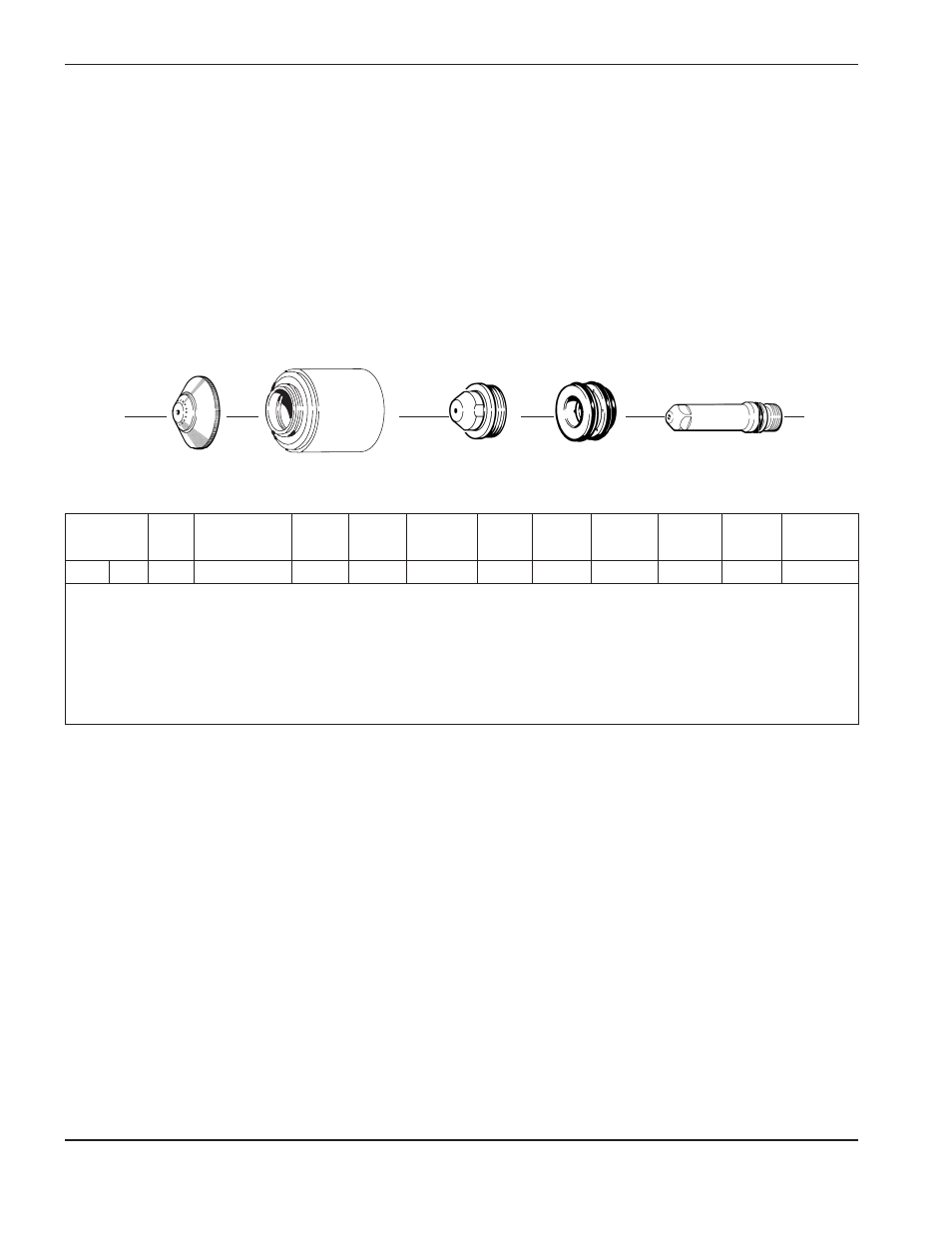
Torche manuelle PAC200T/PAC200E
Aciers inoxydables
100 A – Air plasma / air protection
Cette combinaison de gaz donne une bonne vitesse de coupe, de faibles quantités de scories et est très
économique. Il peut y avoir une nitruration et une oxydation superficielles des éléments d’alliage.
Le coupage de production de plus de 10 mm d’épaisseur n’est pas recommandé.
* Si le faisceau fait plus de 15 m, augmenter la pression TEST de 0,34 bar pour chaque longueur supplémentaire
de faisceau de torche de 15 m.
020919
Protecteur
020611
Buse
020915
Buse de protection
120547
Électrode
020607
Diffuseur
Épaisseur
matériau
Type
de gaz
plasma
Pression gaz plasma
TEST/RUN
Type
gaz de
protection
Pression
gaz de
protection
Distance
torche-pièce
Réglage
courant arc
Réglage
tension arc
Vitesse de
déplacement
Retard de
mouvement
approx.
Pression
d’entrée
gaz plasma
Pression
d’entrée gaz
de protection
(po)
(mm)
(psi/bar)
(psi/bar)
(mm)
(A)
(V)
(mm/min)
(s)
(psi/bar)
(psi/bar)
1⁄8"
3
Air
Test 22-26* / 1,5-1,8
Air
60/4,0
2
100
125
3560
90/6,2
90/6,2
Run 54-58 / 3,7-4,0
3⁄16"
5
(37 SCFH /
(270 SCFH /
3
130
2800
0,5
1⁄4"
6
17 l/min)
127 l/min)
3
130
2030
0,5
3⁄8"
10
3
135
1400
0,5
1⁄2"
12
3
140
890
5⁄8"
15
4
145
635
3⁄4"
20
5
150
510