Fonctionnement – Hypertherm THC X-Y Table Torch Height Control Manuel d'utilisation
Page 119
FONCTIONNEMENT
8/19/98
4-12
Command THC (X-Y)
Manuel d’instructions
Facteur de hauteur de perçage pour les matériaux plus épais
Généralités :
Lors du coupage de matériaux d’une épaisseur de 19 mm ou plus, la torche peut
être en contact avec le métal fondu accumulé à la surface de la plaque pendant le
perçage. Voir la figure 4-5. Afin d’éviter cela, la hauteur de coupe et le facteur de
hauteur de coupe peuvent être définis de manière à ce que la torche saute par
dessus le métal fondu une fois le perçage terminé.
Ce principe s’applique :
Si la torche s’enfonce dans le métal fondu accumulé à la surface de la plaque
pendant le perçage. Ne pas utiliser cette méthode si le problème d’accumulation ne
se présente pas lors du perçage.
Application :
Définir la hauteur de coupe égale à deux fois la hauteur de perçage désirée et
entrer un facteur de hauteur de perçage de 50 %. (Il s’agit ici de réglages initiaux
qui peuvent être ajustés pour améliorer la coupe). Après le délai de perçage, la
torche se rétracte jusqu’à la hauteur de coupe pour le délai d’accélération machine
(dégageant le métal fondu), la commande de tension automatique (AVC) prend
ensuite le relais. Voir la figure 4-6 pour la séquence d’événements.
EXEMPLE :
Hauteur de perçage désirée
= 0,25 pouce
Hauteur de coupe
= 0,500 pouce
Facteur de hauteur de coupe
= 50 %
0,500 pouce X 50 % = 0,250 pouce*
Hauteur de perçage
= 0,250 pouce
* Le système THC effectue ce calcul.
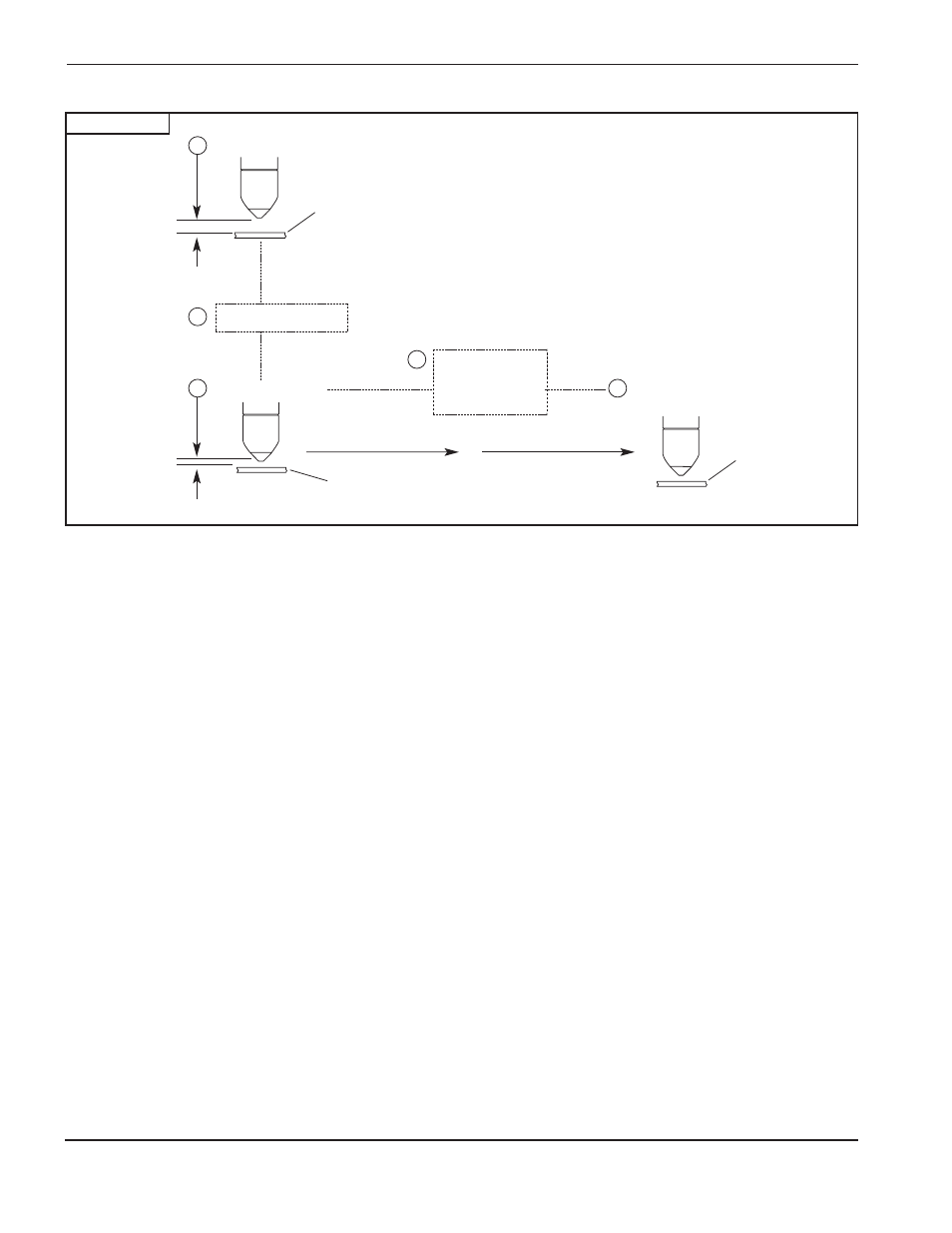
Figure 4-4
Facteur de hauteur de perçage typique – Séquence d’événements
ÉVÉNEMENT
1
2
4
Hauteur de perçage
Délai de perçage
3
Hauteur de coupe
Plaque
Plaque
5
Commande de
tension automatique
Plaque
Délai
d’accélération
machine