9 cycles de conversion de coordonnées, Vue d'ensemble, Effet des conversions de coordonnées – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuel d'utilisation
Page 424
424
8 Programmation: Cycles
8.9 Cy
cles de con
v
ersion de coor
données
8.9 Cycles de conversion de
coordonnées
Vue d'ensemble
Grâce aux conversions de coordonnées, la TNC peut usiner à plusieurs
endroits de la pièce un contour déjà programmé en faisant varier sa
position et ses dimensions. La TNC dispose des cycles de conversion
de coordonnées suivants:
Effet des conversions de coordonnées
Début de l'effet: Une conversion de coordonnées devient active dès
qu'elle a été définie – et n'a donc pas besoin d'être appelée. Elle reste
active jusqu'à ce qu'elle soit annulée ou redéfinie.
Annulation d'une conversion de coordonnées:
Redéfinir le cycle avec valeurs du comportement standard, par
exemple, facteur échelle 1,0
Exécuter les fonctions auxiliaires M02, M30 ou la séquence
N999999 %... (dépend du paramètre-machine 7300)
Sélectionner un nouveau programme
Programmer la fonction auxiliaire M142 Informations modales sur
programme
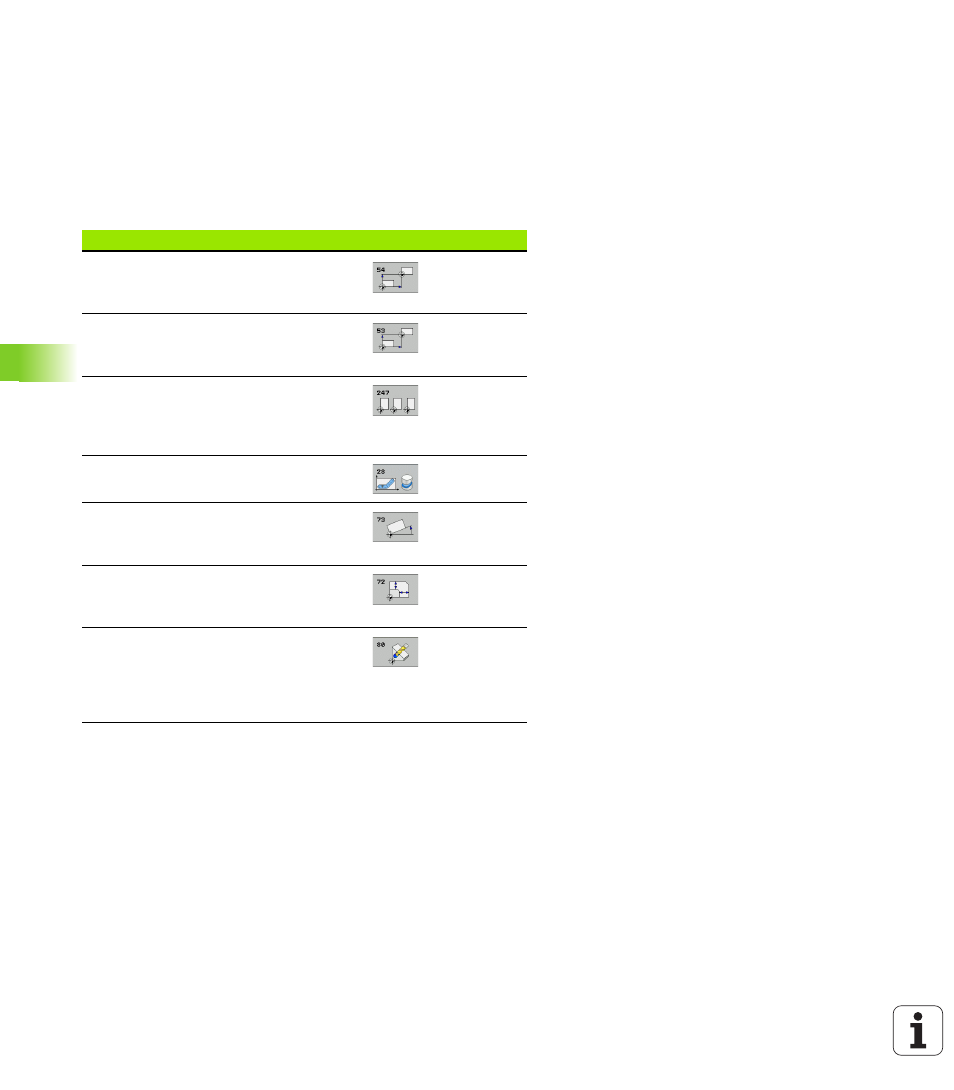
Cycle
Softkey
Page
G54 POINT ZERO
Décalage des contours directement dans
le programme
G53 POINT ZERO à partir du tableau de
points zéro
G247 INITIALISATION DU POINT DE
RÉFÉRENCE
Initialiser le point de référence en cours
d'exécution du programme
G28 IMAGE MIROIR
Inversion des contours
G73 ROTATION
Rotation des contours dans le plan
d'usinage
G72 FACTEUR ECHELLE
Réduction ou agrandissement des
contours
G80 PLAN D'USINAGE
Exécution d'opérations d'usinage avec
inclinaison du système de coordonnées
pour machines équipées de têtes
pivotantes et/ou de plateaux circulaires