Evidement (cycle g122), 6 cy cles sl – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuel d'utilisation
Page 379
iTNC 530 HEIDENHAIN
379
8.6 Cy
cles SL
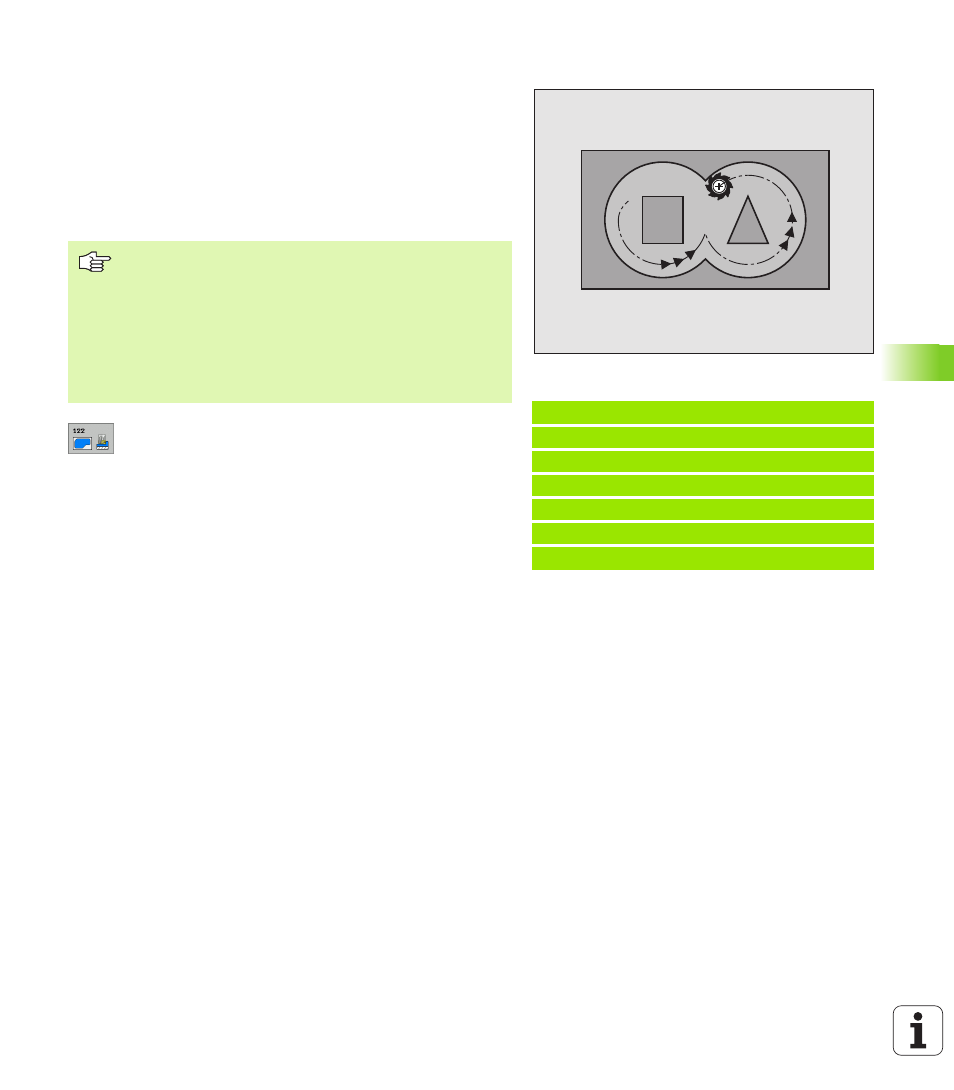
EVIDEMENT (cycle G122)
1
La TNC positionne l'outil au-dessus du point de plongée. La
surépaisseur latérale de finition est alors prise en compte
2
Lors de la première profondeur de passe, l'outil fraise le contour de
l'intérieur vers l'extérieur, suivant l'avance de fraisage Q12
3
Les contours d'îlots (ici: C/D) sont fraisés librement en se
rapprochant du contour des poches (ici: A/B)
4
Pour terminer, la TNC parcourt le contour des poches et rétracte
l'outil à la hauteur de sécurité
8
Profondeur de passe
Q10 (en incrémental): Distance
parcourue par l'outil en une passe
8
Avance plongée en profondeur
Q11: Avance de
plongée en mm/min.
8
Avance évidement
Q12: Avance de fraisage
en mm/min.
8
Numéro outil pré-évidement
Q18: Numéro de l'outil
avec lequel la TNC vient d'effectuer le pré-
évidemment. S'il n'y a pas eu de pré-évidement, „0“
a été programmé; si vous introduisez ici un numéro,
la TNC n'évidera que la partie qui n'a pas pu être
évidée avec l'outil de pré-évidemment.
Si la zone à évider en second lieu ne peut être
abordée latéralement, la TNC effectue une plongée
pendulaire; A cet effet, vous devez définir la longueur
de dent LCUTS et l'angle max. de plongée ANGLE de
l'outil à l'intérieur du tableau d'outils TOOL.T (cf.
„Données d'outils”, page 165). Si nécessaire, la TNC
délivrera un message d'erreur
8
Avance pendulaire
Q19: Avance pendulaire
en mm/min.
8
Avance retrait
Q208: Vitesse de déplacement de
l'outil à sa sortie à l'issue de l'usinage, en mm/min. Si
vous introduisez Q12 = 0, la TNC sort alors l'outil avec
l'avance Q206
Exemple: Séquence CN
N59 G122 ÉVIDEMENT
Q10=+5
;PROFONDEUR DE PASSE
Q11=100
;AVANCE PLONGÉE PROF.
Q12=350
;AVANCE ÉVIDEMENT
Q18=1
;OUTIL PRÉ-ÉVIDEMENT
Q19=150
;AVANCE PENDULAIRE
Q208=99999
;AVANCE RETRAIT
C
D
A
B
Remarques avant que vous ne programmiez
Si nécessaire, utiliser une fraise à denture frontale (DIN
844) ou pré-percer avec le cycle G121.
Pour l'outil d'évidement, si vous définissez un angle de
plongée dans la colonne ANGLE du tableau d'outils, la TNC
se déplace à la profondeur d'évidemment concernée en
suivant une trajectoire hélicoïdale (cf. „Tableau d'outils:
Données d'outils standard” à la page 167)