HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuel d'utilisation
Page 360
360
8 Programmation: Cycles
8.4 Cy
cles de fr
aisag
e
de poc
h
es, t
e
nons et r
a
inur
es
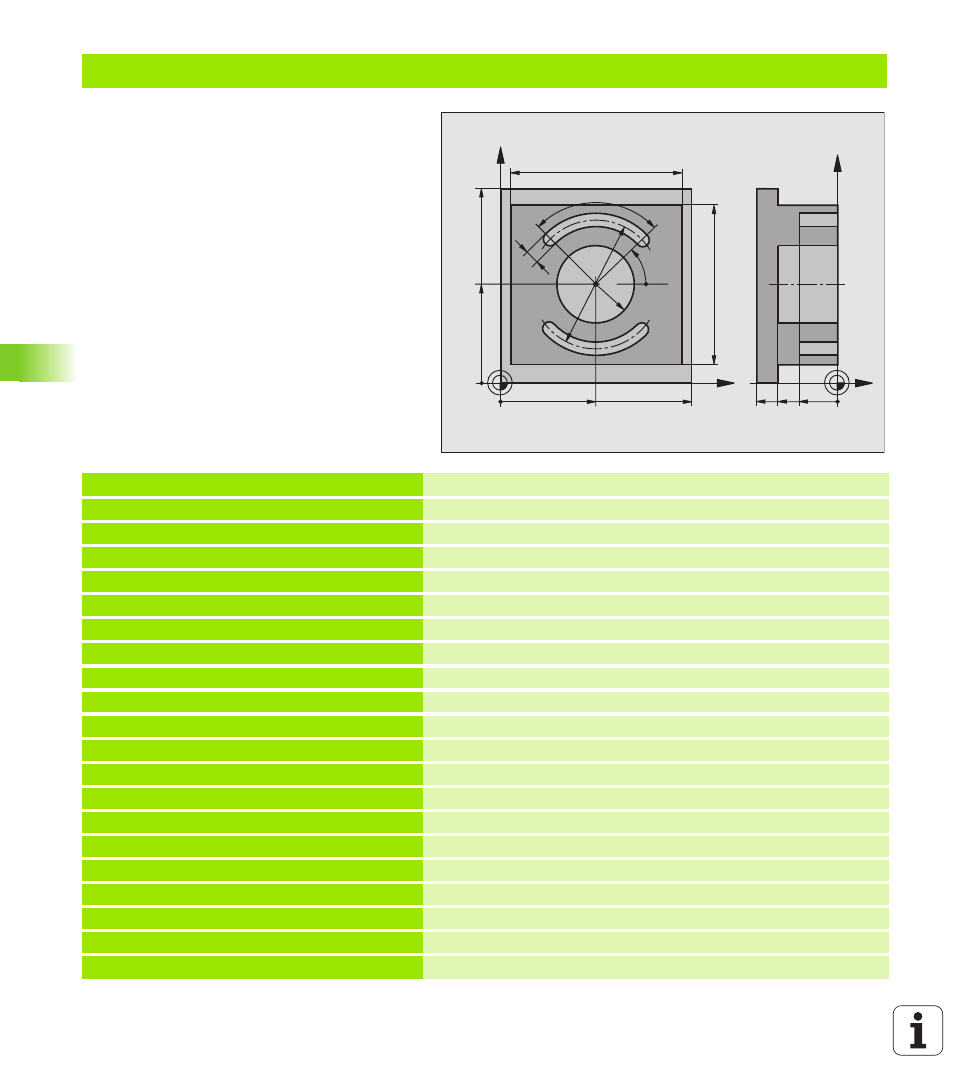
Exemple: Fraisage de poche, tenon, rainure
%C210 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Définition de la pièce brute
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
Définition de l’outil d’ébauche/de finition
N40 G99 T2 L+0 R+3 *
Définition d’outil pour fraise à rainurer
N50 T1 G17 S3500 *
Appel de l’outil d’ébauche/de finition
N60 G00 G40 G90 Z+250 *
Dégager l'outil
N70 G213 FINITION TENON
Définition du cycle pour usinage externe
Q200=2
;DISTANCE D'APPROCHE
Q201=-30
;PROFONDEUR
Q206=250
;AVANCE PLONGÉE PROF.
Q202=5
;PROFONDEUR DE PASSE
Q207=250
;AVANCE FRAISAGE
Q203=+0
;COORD. SURFACE PIÈCE
Q204=20
;SAUT DE BRIDE
Q216=+50
;CENTRE 1ER AXE
Q217=+50
;CENTRE 2ÈME AXE
Q218=90
;1ER CÔTÉ
Q219=80
;2ÈME CÔTÉ
Q220=0
;RAYON D'ANGLE
Q221=5
;SURÉPAISSEUR
X
Y
50
50
100
100
80
90
8
90°
45°
R25
70
Z
Y
-40
-20
-30