Exemple : groupe trous avec plusieurs outils, Exemples de programmation 7.6 – HEIDENHAIN TNC 128 (77184x-02) Manuel d'utilisation
Page 189
Exemples de programmation
7.6
7
TNC 128 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 9/2014
189
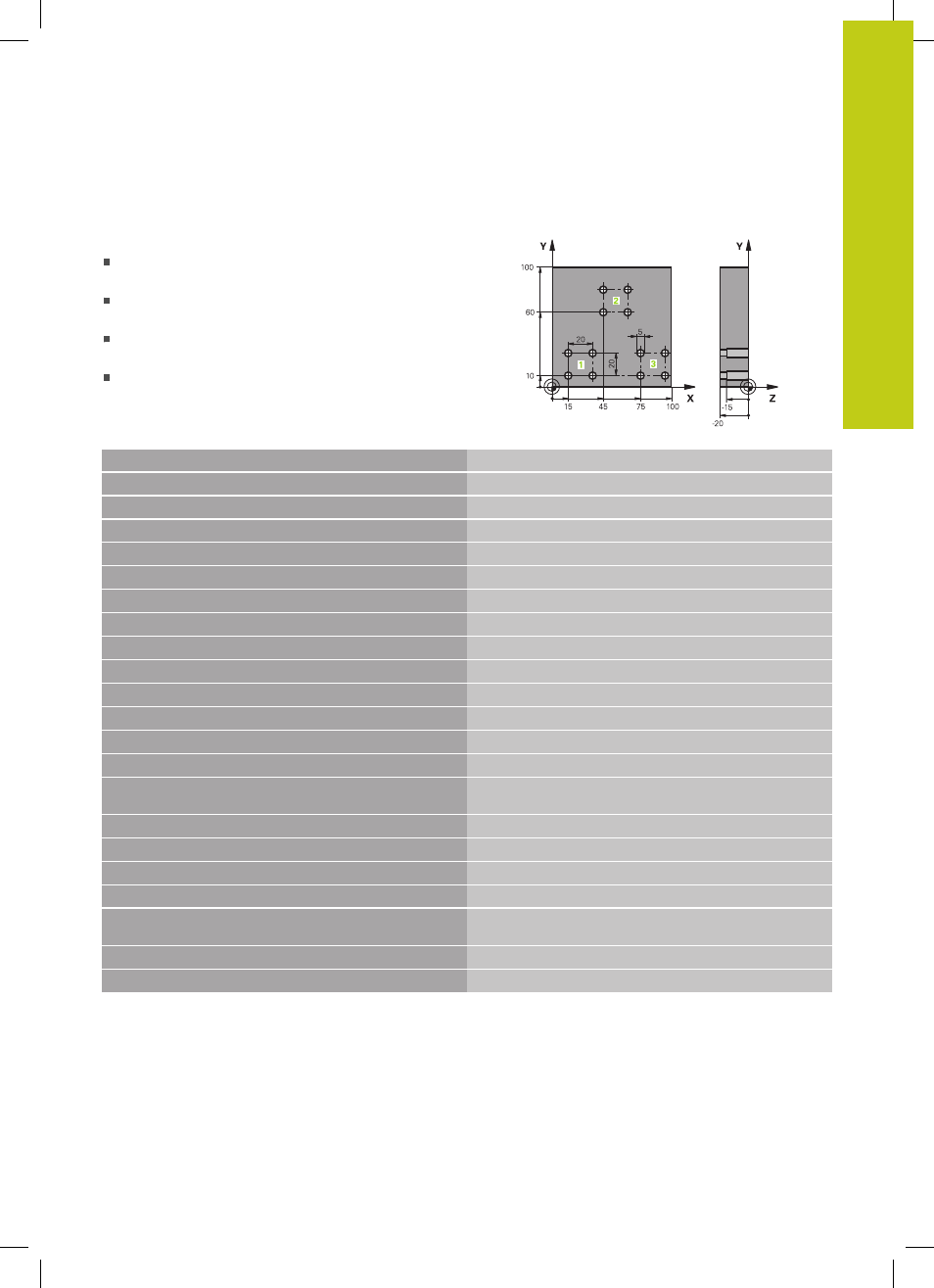
Exemple : groupe trous avec plusieurs outils
Déroulement du programme :
Programmer les cycles d’usinage dans le programme
principal
Appeler l'ensemble du motif de perçage (sous-
programme 1) dans le programme principal
Approcher le groupe de perçage (sous-programme 2)
dans le sous-programme 1
Ne programmer le groupe de trous qu'une seule fois
dans le sous-programme 2
0 BEGIN PGM SP2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S5000
Appel d’outil pour le foret à centrer
4 Z+250 R0 FMAX
Dégagement de l'outil
5 CYCL DEF 200 PERÇAGE
Définition du cycle Centrage
Q200=2
;DISTANCE D'APPROCHE
Q202=-3
;PROFONDEUR
Q206=250
;AVANCE PLONGÉE PROF.
Q202=3
;PROFONDEUR DE PASSE
Q210=0
;TEMPO. EN HAUT
Q203=+0
;COORD. SURFACE PIÈCE
Q204=10
;SAUT DE BRIDE
Q211=0.25
;TEMPO. AU FOND
6 CALL LBL 1
Appeler le sous-programme 1 pour l'ensemble du motif de
trous
7 Z+250 R0 FMAX M6
Changement d'outil
8 TOOL CALL 2 Z S4000
Appel d’outil, foret
9 FN 0: Q201 = -25
Nouvelle profondeur pour le perçage
10 FN 0: Q202 = +5
Nouvelle passe de perçage
11 CALL LBL 1
Appeler le sous-programme 1 pour l'ensemble du motif de
trous
12 Z+250 R0 FMAX M6
Changement d'outil
13 TOOL CALL 3 Z S500
Appel d'outil, alésoir