Valeurs delta pour longueurs et rayons, Introduire les données d'outils dans le programme, Données d'outils 5.2 – HEIDENHAIN TNC 128 (77184x-02) Manuel d'utilisation
Page 149
Données d'outils
5.2
5
TNC 128 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 9/2014
149
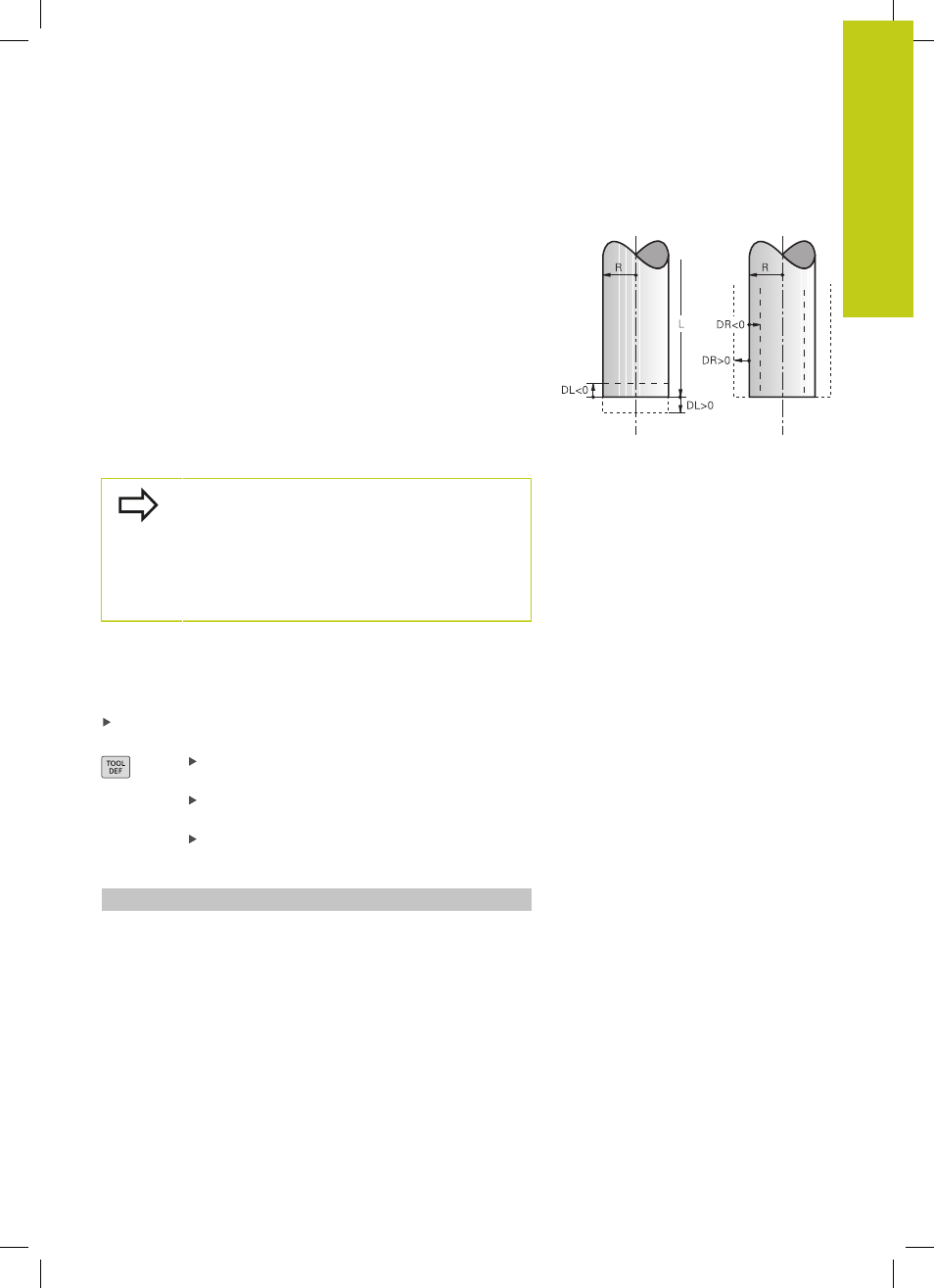
Valeurs Delta pour longueurs et rayons
Les valeurs Delta indiquent des différences sur les longueurs et les
rayons d'outils.
Une valeur Delta positive correspond à une surépaisseur (
DL, DR,
DR2>0). Pour usiner avec une surépaisseur, introduisez la valeur de
surépaisseur dans l'appel d'outil avec
TOOL CALL.
Une valeur Delta négative correspond à une surépaisseur négative
(
DL, DR, DR2<0). Une surépaisseur négative est introduite dans le
tableau d'outils en cas d'usure d'un outil.
Les valeurs Delta à introduire sont des nombres. Dans une
séquence
TOOL CALL, vous pouvez également introduire la valeur
sous forme de paramètre Q.
Plage d’introduction : les valeurs Delta ne doivent pas excéder
±99,999 mm.
Les valeurs Delta du tableau d'outils influent sur la
représentation graphique de l'
outil
.
Les valeurs Delta de la séquence
TOOL CALL ne
modifient pas la taille de l'
outil
représentée dans
la simulation. Les valeurs Delta programmées
décalent toutefois l'
outil
de la valeur définie dans la
simulation.
Introduire les données d'outils dans le programme
Pour un outil donné, vous définissez dans la séquence
TOOL DEF
son numéro, sa longueur et son rayon :
Sélectionner la définition d'outil : Appuyer sur la touche
TOOL
DEF.
Numéro d'outil : Le numéro d'outil vous permet
d'identifier un outil de manière univoque.
Longueur d'outil : Valeur de correction pour la
longueur
Rayon d'outil : Valeur de correction pour le rayon
Exemple
4 TOOL DEF 5 L+10 R+5