Arc de cercle sur le pourtour g112/g113, 21 usinag e sur le pour tour – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 374
374
6 Programmation DIN
6.21 Usinag
e sur le pour
tour
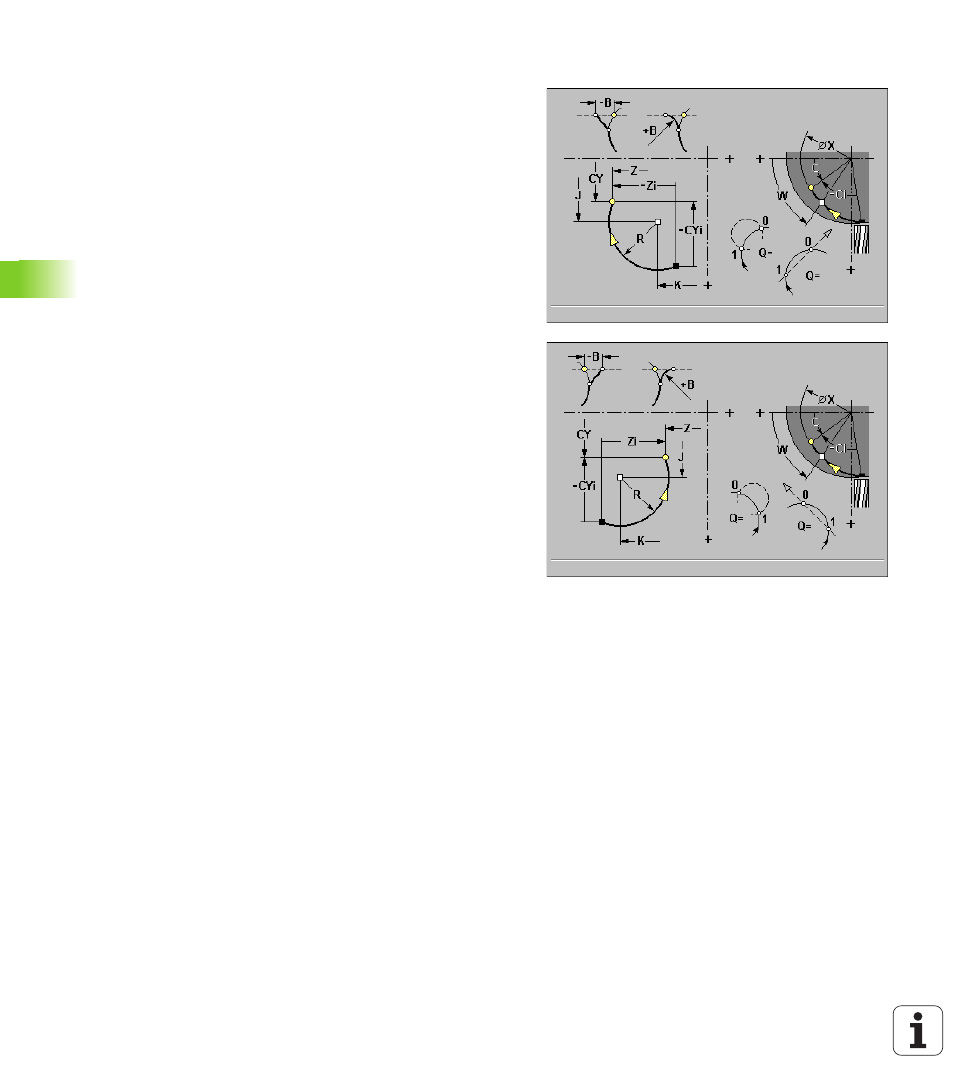
Arc de cercle sur le pourtour G112/G113
Commande de géométrie: G112/G113 définit un arc de cercle sur un
contour situé sur le pourtour.
Commande d'usinage: L'outil se déplace selon l'avance d'usinage en
suivant une trajectoire circulaire jusqu'au „point final“.
Sens de rotation: Cf. figure d'aide.
Paramètres
Z Point final
(par défaut: Position effective en Z)
C Angle final
– Direction angulaire: Cf. figure d'aide
CY Point final
comme cote de segment (référence: diamètre de
référence G120)
R Rayon
K Centre
J Centre
comme cote de segment (référence: déroulé du pourtour
avec diamètre de référence G120)
W Centre:
Angle au centre – Direction angulaire: Cf. figure d'aide
Q Point d'intersection
(par défaut: Q=0): Si deux possibilités de
solution sont proposées lors du calcul du point final, „Q“ définit le
point final.
B Chanfrein/arrondi
: Transition vers l'élément de contour suivant.
Programmez le point final théorique de l'élément de contour si vous
indiquez un chanfrein/arrondi.
B: Aucune introduction: Raccordement tangentiel
B=0: Raccordement non tangentiel
B>0: Rayon de l'arrondi
B<0: Largeur du chanfrein
X Point final:
de la passe (cote de diamètre) – (par défaut: Position
effective en X)