Ebauche transversale g82, 12 cy cles simples de t our nag e – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 320
320
6 Programmation DIN
6.12 Cy
cles simples de t
our
nag
e
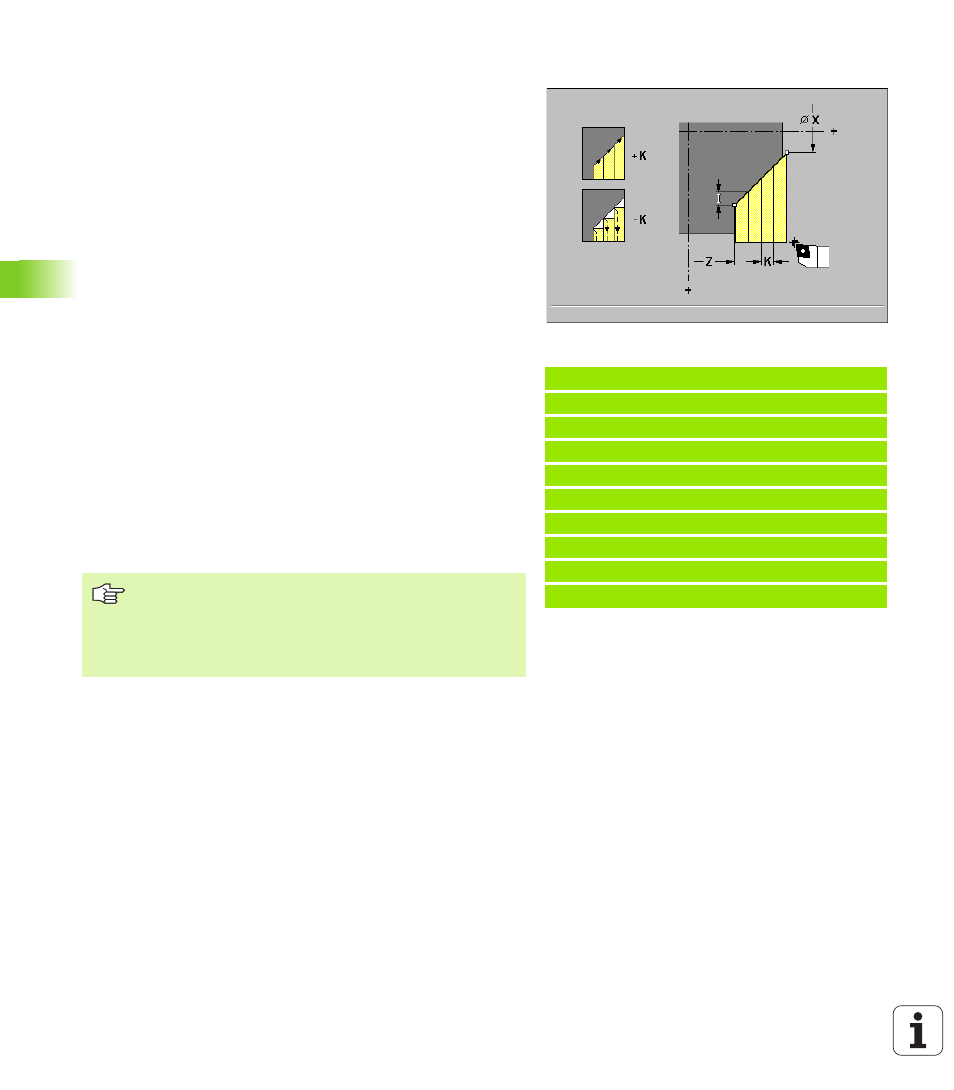
Ebauche transversale G82
G82 ébauche dans le sens transversal la zone de contour définie par la
position effective de l'outil et par „Z/X“.
Paramètres
X Point final
de la section de contour (cote de diamètre)
Z Point initial
de la section de contour
I Décalage
: Passe en Z (par défaut: 0)
K Passe max.
en X: La répartition des passes est calculée de
manière à éviter une „passe de finition“ et à ce que la passe
calculée soit <= K.
K>0: Avec retrait du contour
K<0: Sans retrait du contour
Q Plongée fct. G
: Fonction G avec laquelle la passe sera exécutée
0=0: Plongée avec G0 (avance rapide)
Q=1: Plongée avec G1 (avance d'usinage)
V Type de dégagement
(par défaut: 0)
V=0: Retour au point initial du cycle en Z et dernière coordonnée
de retrait en X
V=1: Retour au point initial du cycle
Remarques relatives à l'exécution du cycle:
Vous définissez l'angle d'un biseau avec „I et K“.
La MANUALplus calcule le sens d'enlèvement de copeaux et de
passe à l'aide de la position effective de l'outil par rapport au point
initial/point final de la section de contour.
Exemple: G82
%82.nc
[G82]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G82 X20 Z-15 I4 K4 V0
N4 G0 X120 Z-15
N5 G82 X50 Z-26 I2 K-4 V1
N6 G0 X120 Z-26
N7 G82 X80 Z-45 K4 Q1
FIN
Correction du rayon de la dent: Ne sera pas réalisée.
Surépaisseurs: Les surépaisseurs G57 seront
calculées. Elles restent activesà l'issue de l'exécution
du cycle.
Distance de sécurité à l'issue d'une coupe: 1 mm.