Cycle simple de gorges axiales g865/radiales g866, 13 cy cles d'usinag e de g o rg es – HEIDENHAIN MANUALplus 4110 Manuel d'utilisation
Page 328
328
6 Programmation DIN
6.13 Cy
cles d'usinag
e de g
o
rg
es
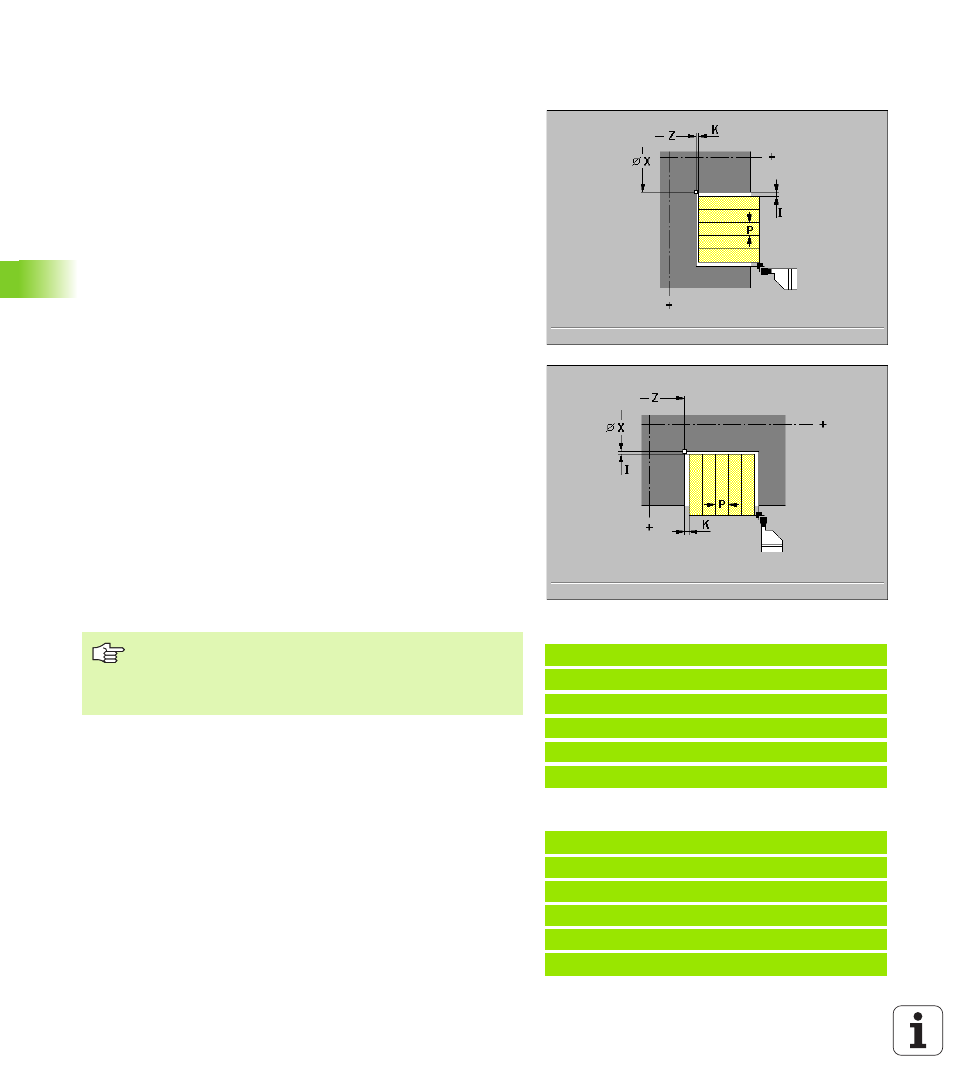
Cycle simple de gorges axiales G865/radiales
G866
Les cycles usinent axialement/radialement le rectangle défini par la
position de l'outil et par „X, Z“.
Paramètres
X Angle de fond X
(cote de diamètre)
Z Angle de fond Z
P Largeur de passe:
P non indiqué: Passes <= 0,8 * largeur de l'arête de coupe de
l'outil
P indiqué: Passes <= P
I Surépaisseur X
(par défaut: 0)
K Surépaisseur Z
(par défaut: 0)
Q Ebauche/finition
Q=0: Ebauche seulement
Q=1: L'outil exécute tout d'abord le pré-usinage en tenant compte
des surépaisseurs, puis la finition selon l'avance E.
E Avance de finition
ou temporisation
avec Q=0: Temporisation (durée à vide de l'outil pour casser les
copeaux) – par défaut: Durée sur deux tours
avec Q=1: Avance de finition – par défaut: Avance active
Remarques relatives à l'exécution du cycle:
La MANUALplus calcule le sens d'enlèvement de copeaux à l'aide
de la position effective de l'outil par rapport au point initial/point final
de la section de contour.
Position de l'outil à l'issue de l'exécution du cycle: Point initial du
cycle
Exemple: G865
%865.nc
[G865]
N1 T38 G95 F0.15 G96 S200 M3
N2 G0 X120 Z1
N3 G865 X102 Z-4 I0.5 K0.2 Q1 E0.11
FIN
Exemple: G866
%866.nc
[G866]
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z-18
N3 G866 X54 Z-30 I0.2 K1 Q1 E0.12
FIN
Correction du rayon de la dent: sera exécutée.
Les surépaisseurs G57/G58 seront prises en compte si
„I, K“ ne sont pas programmés. A l'issue de l'exécution
du cycle, les surépaisseurs sont effacées.