I – 5 motifs d'usinag e – HEIDENHAIN PT 880 Manuel d'utilisation
Page 50
50
I Instructions d'utilisation
I – 5 Motifs d'usinag
e
Fraisage de poche rectangulaire dans les programmes
Le POSITIP 880 facilite l'évidemment de poches rectangulaires: Il
vous suffit d'introduire les dimensions de la poche rectangulaire et il
calcule les trajectoires d'évidement.
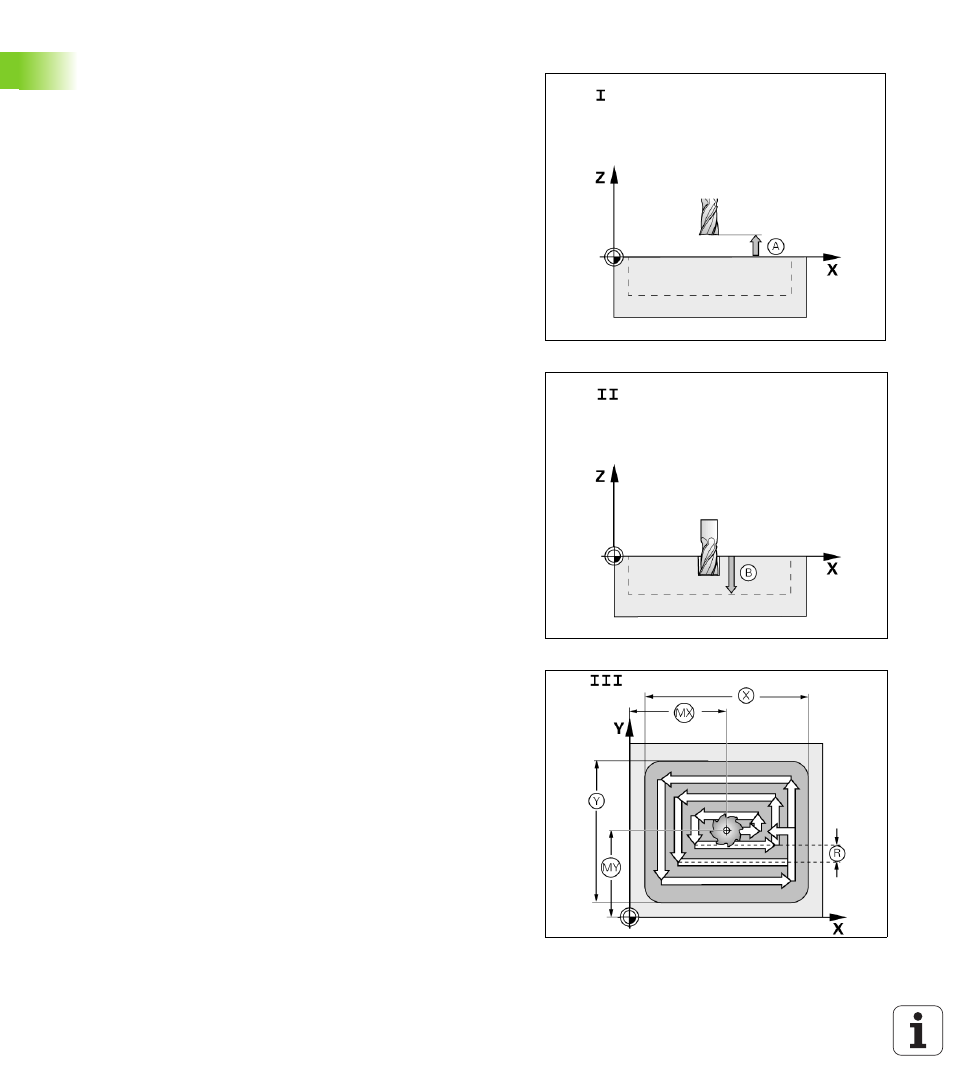
Déroulement du cycle
Le déroulement du cycle est illustré sur les figures de droite.
Etape 1:
Le POSITIP 880 donne les trajectoires restant à parcourir pour
positionner l'outil à la position initiale A: Tout d'abord dans l'axe d'outil,
puis dans le plan d'usinage, au centre de la poche.
Etape 2:
Evidement de la poche suivant la trajectoire représentée sur la figure
(cf. étape 2: fraisage en avalant). Dans le plan d'usinage, la passe n'est
pas supérieure au rayon de l'outil actif. Lors de la dernière passe
autour de la poche, la passe latérale est équivalente à la surépaisseur
de finition. Vous sélectionnez une profondeur de passe appropriée
dans l'axe d'outil.
Etape 3:
Cette procédure se répète jusqu’à ce que la profondeur B
programmée soit atteinte.
Données à introduire dans le cycle POCHE RECTANGULAIRE
Position initiale
(en valeur absolue, se réfère au point zéro)
Profondeur finale
(en valeur absolue, se réfère au point zéro)
Centre de la poche X
Centre de la poche dans l'axe principal du plan d'usinage
Centre de la poche Y
Centre de la poche dans l'axe auxiliaire du plan d'usinage
Longueur côté X
Longueur de la poche dans le sens de l'axe principal
Longueur côté Y
Longueur de la poche dans le sens de l'axe auxiliaire
Sens
(horaire ou anti-horaire)
Surépaisseur de finition
Surépaisseur de finition dans le plan d'usinage
Etape 1 dans la poche rectangulaire
Etape 2 dans la poche rectangulaire
Etape 3 dans la poche rectangulaire