E/s séparée cnc – Hypertherm THC ArcGlide Manuel d'utilisation
Page 85
ArcGlide THC
Manuel d’instructions
2-51
INSTALLATION
E/S séparée CNC
Tous les signaux d’interface séparée nécessaires entre le module de commande et la CNC sont marqués à l’aide
d’un astérisque (*) dans le tableau suivant. Tous les autres signaux sont en option pour le fonctionnement de plusieurs
torches, l’amélioration de la performance ou la diminution des délais de cycle. Ces entrées ont deux modes différents
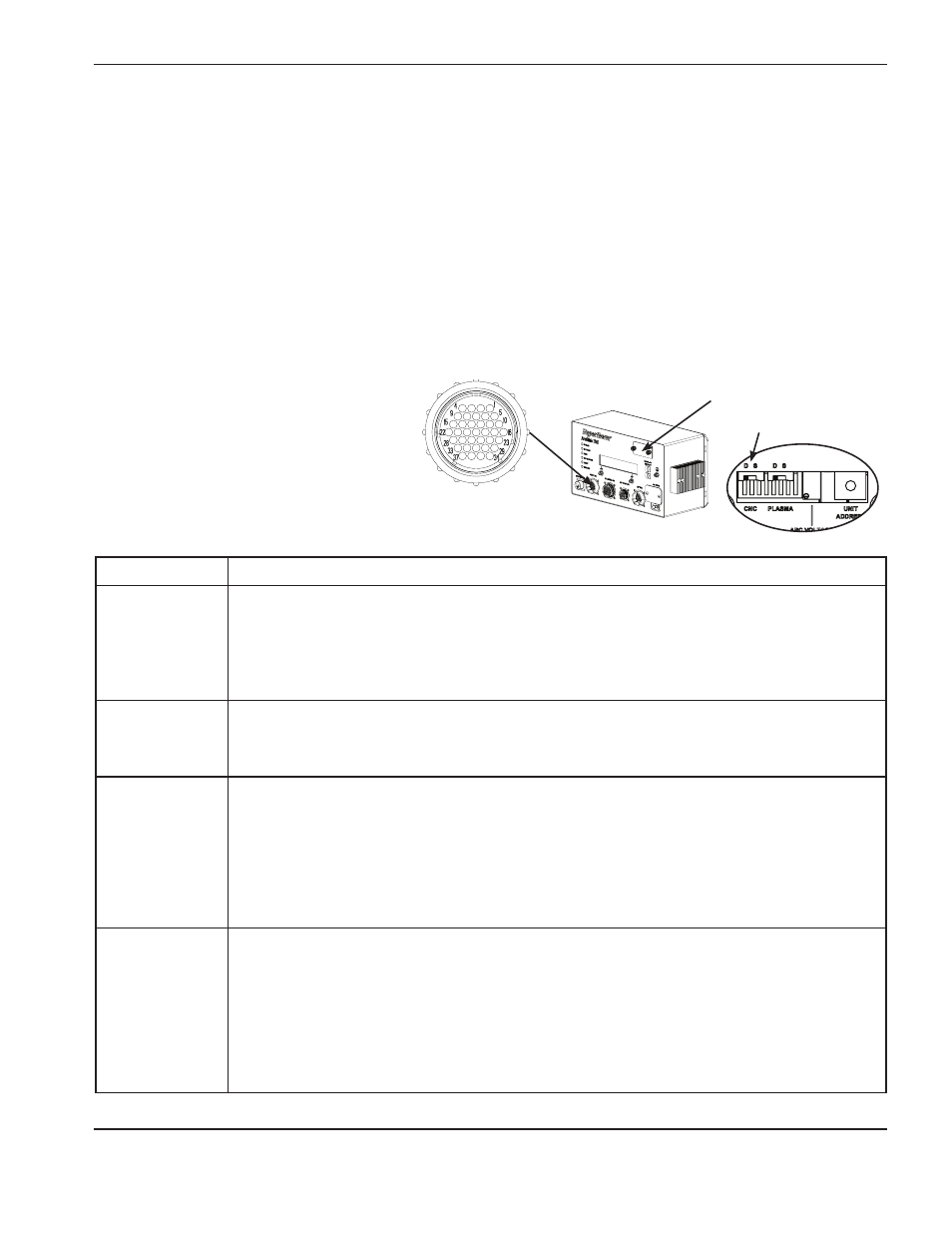
qui sont choisis à l’aide de commutateurs derrière la porte d’étalonnage et de préparation. Les entrées peuvent être
configurées pour des contacts secs (sans tension externe) ou pour des entrées de tension positive.
Si l’interface du contrôleur de THC est configurée avec des contacts secs, le fonctionnement des DEL de l’interface
plasma séparée est inversé et les DEL sont OFF (éteintes) lorsque l’entrée est active. Avec des entrées de tension,
les DEL sont ON (allumées) lorsque l’entrée est active.
Note : Si l’interface Hypernet à la CNC est utilisée, seul le signal d’entrée du verrouillage doit être câblé sur
ce connecteur. Si des signaux séparés sont utilisés, les signaux séparés nécessaires pour ce connecteur
doivent être connectés.
E/S CNC
Description
Commande
de coupe*
Ce signal est obligatoire. Il consiste en une sortie de la CNC et une entrée à l’ArcGlide. La CNC
devrait activer ce signal pour commencer un coupage plasma. Ce signal commence le processus
entier d’IHS, l’amorçage et le mouvement plasma et le réglage automatique de la tension de l’arc
(AVC) suivi du retrait à la fin de la coupe lorsque le signal est éliminé. Ce signal doit être maintenu
pendant le coupage plasma.
Entrée de gain
faible
Cette entrée diminue automatiquement le gain d’AVC pour le marquage. Ceci augmente
la stabilité du réglage de la hauteur pendant le marquage.
Désactiver
la hauteur
de la torche*
C’est une entrée de signal facultative pour l’ArcGlide. Lorsqu’activé, ce signal désactive
temporairement le réglage automatique de la hauteur et force la torche à maintenir sa position
en hauteur. Il est principalement utilisé pour désactiver le réglage de la hauteur dans les angles
ou à chaque fois que la vitesse de la machine n’est pas à la vitesse de coupe optimale. Ce signal
améliore la performance de coupage en désactivant le réglage de la hauteur lorsque la machine
ralentit pour les angles. Ceci améliore la qualité de coupe d’angle et empêche la torche de
plonger dans la pièce à couper.
Attente
d’allumage
C’est une entrée de signal facultative à l’ArcGlide qui permet l’amorçage synchronisé de plusieurs
torches. Pour une installation avec une torche unique, ce signal est facultatif mais recommandé.
La CNC devrait activer ce signal pour retarder l’allumage de la torche plasma jusqu’à ce que
toutes les torches actives dans une configuration avec des torches multiples aient terminé leurs
séquences d’IHS et soient en position et prêtes à s’allumer. À ce moment, toutes les torches
actives renverront un signal d’IHS terminé actif à la CNC et la CNC éliminera tous les signaux
d’entrée d’Attente d’allumage et permettra à toutes les torches plasma actives de s’allumer
simultanément.
Ce connecteur porte
un anneau jaune.
Porte d’étalonnage
et de préparation
Commutateur
d’entrée de contact
sec ou de tension