Rôdage du siège (non requis), Remplacement de l’obturateur, Remplacement de la bague de siège – Flowserve Valtek Flowtop Manuel d'utilisation
Page 4: Tableau v : couple de serrage de la bague de siège
60-4
Flowserve Corporation, Valtek Control Products, Tel. USA 801 489 8611
rôdage du siège (non requis)
le rôdage du siège n’est pas indispensable pour les vannes d’arrêt
de classe 4.
1. L’étanchéité des surfaces de l’obturateur et du siège peut être amé-
liorée par un rôdage effectué à l’aide d’une pâte de bonne qualité
de granulométrie 800. La pâte de rôdage de type « TETRABOR» est
particulièrement adaptée. Vous pouvez vous la procurer auprès de
Schleifmittelwerk Kahl, Artur Glöckler GmbH, Poststraße 6, 63796
Kahl, Germany. Phone +49-6188-9174-0, Fax +49-6188-9174-20.
2. Appliquez la pâte de rôdage sur les surfaces de contact entre l’ob-
turateur et la bague de siège. Pour les trims de dimensions plus
modestes, appliquez la pâte de rôdage uniquement sur le siège
(dimension 0,39 pouce et inférieures).
3. Avant de procéder au rôdage de l’obturateur à l’intérieur de la bague
de siège, assemblez le sous-ensemble du corps de vanne. Serrez les
écrous du chapeau (114) en respectant les valeurs de couple spéci-
fiées dans le Tableau II. Installez le guide de tige (82), la garniture (88)
et la bague d’appui de garniture (83) pour qu’ils puissent supporter
la tige de l’obturateur lors du rôdage de l’obturateur et du siège. Il
n’est pas indispensable d’installer le joint plat du chapeau (55) pour
effectuer la procédure de rôdage. Nous tenons à votre disposition
des outils spécifiques au rôdage, en cas de besoin. L’obturateur
et le siège peuvent être rôdés en remplaçant la garniture par une
douille de rôdage (reportez-vous au Tableau V pour connaître les
codes-pièces des douilles et de leurs clés de serrage).
4. Rôdez l’obturateur à l’intérieur de la bague de siège (Figure 3) de
façon à améliorer les surfaces d’appui sur l’un comme sur l’autre.
Accentuez le polissage des surfaces d’appui en appliquant une pres-
sion axiale modérée sur la tige de l’obturateur. Evitez d’effectuer une
rotation complète à 360°. Pour des résultats optimums, procédez
en limitant la rotation à un angle d’environ 60 degrés et en faisant
des mouvements d’aller-retour. Ne retirez pas trop de métal ; arrêtez
le rôdage dès que vous avez obtenu une surface d’appui de largeur
0,031 pouce (0,8 mm) au niveau de l’obturateur. Assurez-vous
que l’obturateur est complètement en appui. Le rôdage du siège
ne prend habituellement que quelques minutes, sous réserve que
les surfaces d’appui ne sont pas endommagées et que la bague de
siège est parfaitement ronde. Une fois le rôdage terminé, maintenez
l’obturateur et le siège dans la même orientation de contact. Ceci
garantira une meilleure étanchéité à la fermeture.
5. Une fois le rôdage terminé, nous vous recommandons de nettoyer
le trim de tous les résidus de pâte de rôdage. Avant de procéder au
désassemblage, ‘tracez des repères de correspondance sur l’obtu-
rateur (50), le chapeau (40) et le corps de vanne (1). Après avoir
nettoyé le trim de tout résidu de pâte de rôdage, reconstruisez la
vanne en vous fiant aux repères de correspondance tracés sur le
corps, le chapeau et la tige de l’obturateur et assurez-vous que le
joint plat du chapeau (55) est installé.
AVERTISSEMENT : Faites attention de ne pas érafler, ni érailler
la tige de l’obturateur.
remplacement de l’obturateur
1. Sur les actionneurs à position par défaut fermée, la force du ressort
pré-ajusté est effective. Par conséquent, avant de déconnecter
l’actionneur de la tige de la vanne, vous devrez appliquer à l’ac-
tionneur une pression d’air suffisamment importante pour déclen-
cher la course de la tige et la faire se placer en position médiane
(course à 50 %).
2. Retirez les écrous du chapeau (114).
3. Soulevez et retirez d’un seul tenant le chapeau (40), l’actionneur et
l’obturateur (50).
4. Déconnectez la tige de l’actionneur (211) de la tige de l’obturateur
(50) en retirant les boulons du collier de tige (345 et 240) et le collier
de tige (249).
5. Desserrez les écrous du presse-étoupe de la boîte à garniture (117),
juste assez pour qu’ils soient comme serrés à la main.
6. Retirez l’obturateur (50) du chapeau (40). L’obturateur de rechange
peut maintenant être installé, le cas échéant. Lorsque vous retirez
ou remplacez la tige de la vanne, procédez avec délicatesse dans
un mouvement de rotation. Vous éviterez ainsi d’endommager le
matériau de la garniture.
REMARQUE : L’obturateur et la garniture doivent être remplacés
en même temps (reportez-vous à la section « Remplacement de
la garniture »).
remplacement de la bague de siège
1. Retirez l’actionneur, le chapeau (40) et l’obturateur (50) du corps de
la vanne (reportez-vous à la procédure décrite dans« Remplacement
de l’obturateur », étapes 1 à 5).
2. Remplacez la bague de siège en utilisant un outil spécifiquement
approprié (Figure 2). Vous pouvez vous procurer des outils de
démontage spécifiques pour bagues de siège auprès de Flowserve,
le cas échéant (reportez-vous au Tableau III).
3. Appliquez un lubrifiant hautes performances sur les filetages de la
bague de siège. Lors du remontage de la bague de siège, l’apport
d’additifs Mo S
2
peut également s’avérer avantageux, sous réserve
de compatibilité avec le fluide de procédé.
Modèle
psi
bars
19 in
2
(127 cm
2
)
90
6
39 in
2
(252 cm
2
)
90
6
78 in
2
(502 cm
2
)
90
6
109 in
2
(700 cm
2
)
90
6
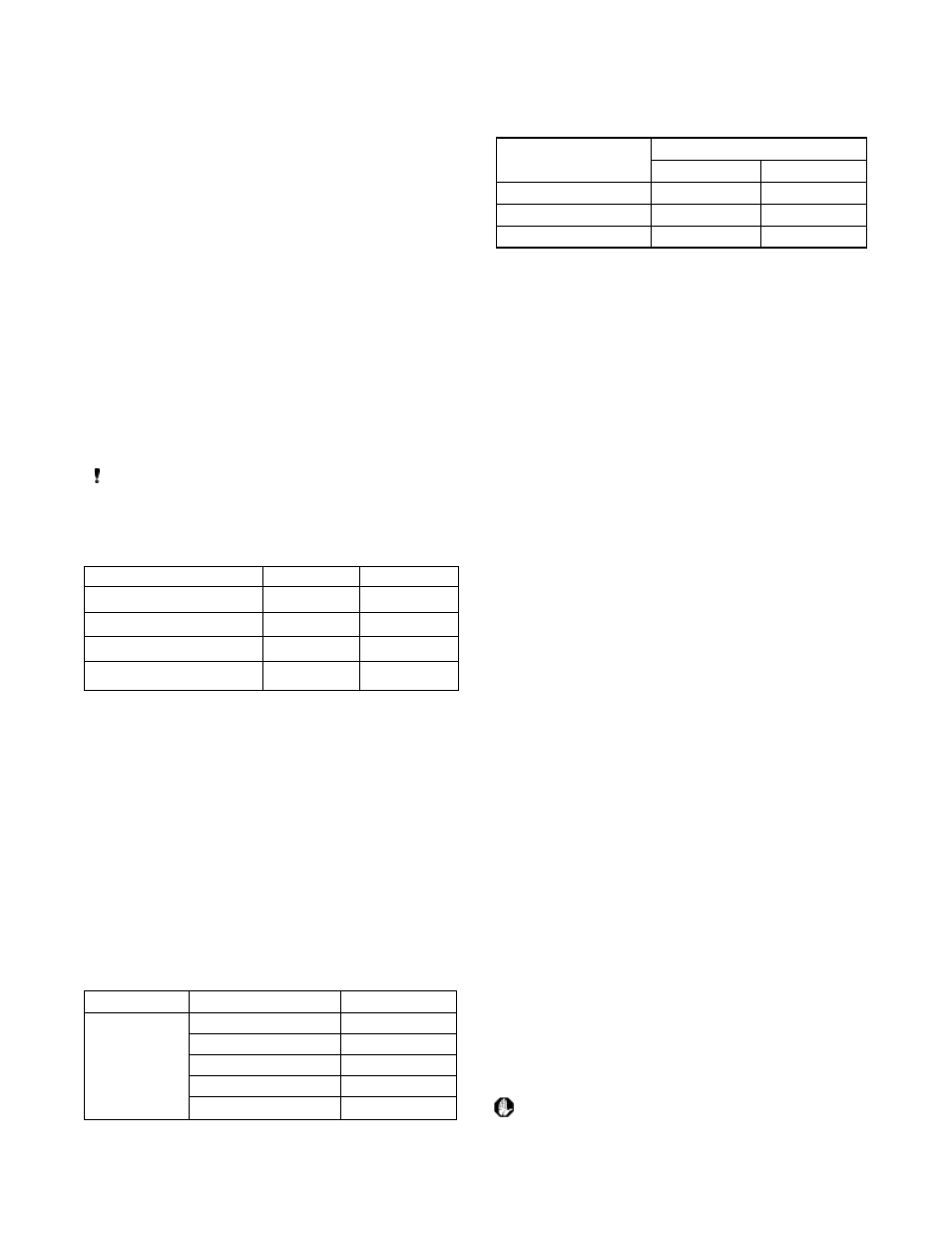
tableau iii : Pression maximum d’alimentation
tableau iV : Outils pour le démontage du siège
e
z
i
s
e
v
l
a
V
)
s
e
h
c
n
i(
e
u
q
r
o
T
s
b
l-
tf
m
N
2
,
5
.
1
,
1
,
5
7
.
0
0
5
1
0
0
2
3
5
2
2
5
0
3
4
0
0
3
0
0
4
tableau V : couple de serrage
de la bague de siège
dimension de la
vanne (pouces)
couple de serrage
item
diMEnsiOn (pouces)
code-pièce
1/2-1
93979
Outils pour
1.5
93981
démontage
2
93982
du siège
3
93976
4
93978