Remarques concernant la programmation, Appeler les fonctions des paramètres q, 1 pr incipe et sommair e des f onctions – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuel d'utilisation
Page 489
iTNC 530 HEIDENHAIN
489
1
1
.1 Pr
incipe et sommair
e
des f
onctions
Remarques concernant la programmation
Les paramètres Q et valeurs numériques peuvent être mélangés dans
un programme.
Vous pouvez affecter aux paramètres Q des valeurs numériques
comprises entre –99 999,9999 et +99 999,9999. De manière interne,
la TNC peut calculer des valeurs numériques d'une largeur jusqu'à
57 bits avant et 7 bits après le point décimal (une largeur numérique
de 32 bits correspond à une valeur décimale de 4 294 967 296).
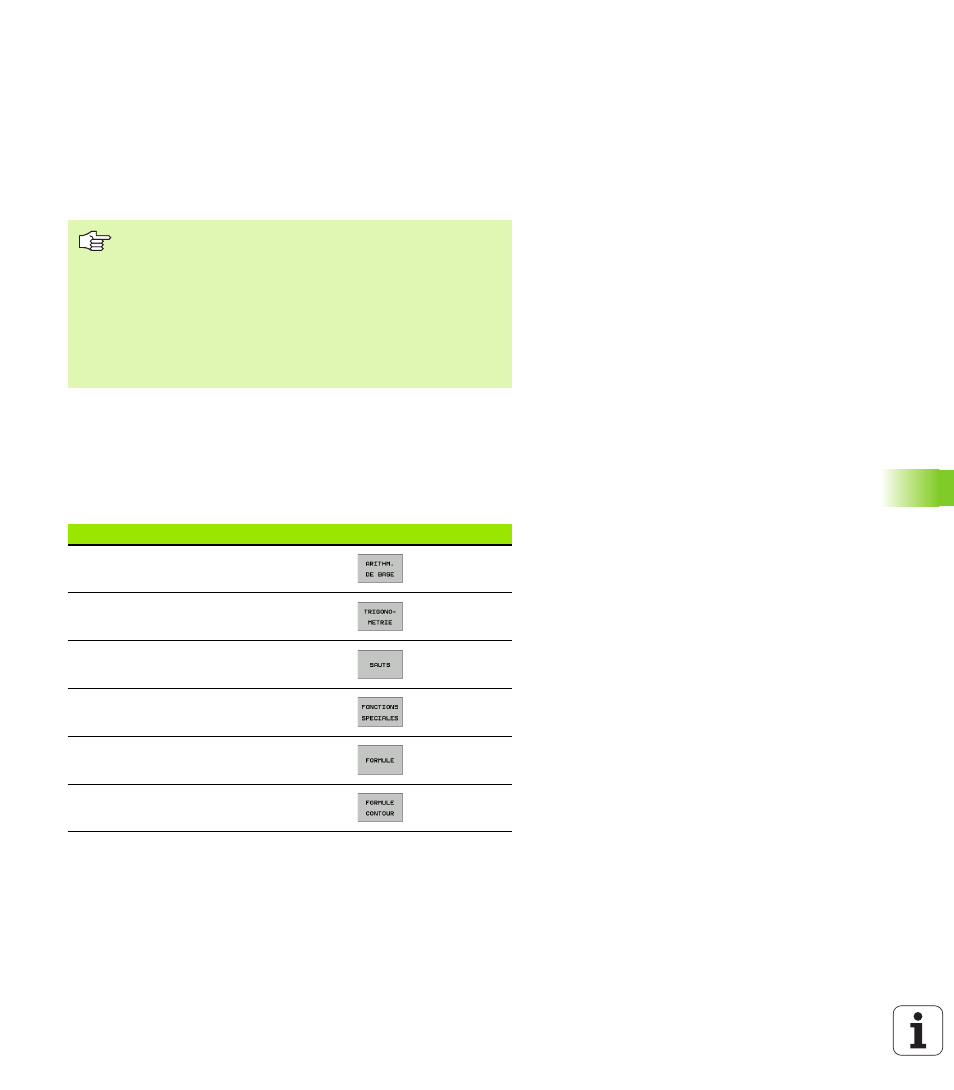
Appeler les fonctions des paramètres Q
Pendant que vous introduisez un programme d'usinage, appuyez sur
la touche „Q“ (dans le champ des introductions numériques et de
sélection d'axes situé sous la touche –/+ ). La TNC affiche alors les
softkeys suivantes:
La TNC attribue automatiquement toujours les mêmes
valeurs à certains paramètres Q, par exemple le rayon
d'outil actif au paramètre Q108, cf. „Paramètres Q
réservés”, page 507.
Si vous utilisez les paramètres Q60 à Q99 dans les cycles
constructeur codés, définissez dans le paramètre-machine
PM7251 si ces paramètres doivent être à effet local dans
le cycle constructeur ou à effet global pour tous les
programmes.
Groupe de fonctions
Softkey
Page
Fonctions arithmétiques de base
Fonctions trigonométriques
Conditions si/alors, sauts
Fonctions spéciales
Introduire directement une formule
Fonction pour l'usinage de contours
complexes
Page 401