2 déplacement des axes de la machine, Remarque, Déplacer un axe avec les touches de sens externes – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuel d'utilisation
Page 491: Positionnement pas à pas, Déplacement des axes de la machine, Voir "déplacement des axes de la, Déplacement des axes de la machine 15.2
Déplacement des axes de la machine 15.2
15
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 3/2015
491
15.2
Déplacement des axes de la machine
Remarque
Le déplacement avec touches de sens externes est
une fonction-machine. Consultez le manuel de votre
machine !
Déplacer un axe avec les touches de sens externes
Sélectionner le
Mode manuel
Pressez la touche de sens externe, maintenez-la
enfoncée pendant tout le déplacement de l'axe ou
Déplacer l'axe en continu : Maintenir enfoncée la
touche de sens externe et appuyer brièvement sur
la touche START externe
Arrêter : Appuyer sur la touche STOP externe
Chacune de ces méthodes vous permet de déplacer plusieurs
axes. La commande affiche alors l'avance de contournage. Vous
pouvez modifier l'avance avec laquelle vous déplacez les axes via
la softkey
F, voir "Vitesse de rotation broche S, avance F, fonction
Lorsqu'un déplacement a été demandé à la machine, la commande
affiche le symbole STIB, signifiant que la commande est en
fonctionnement.
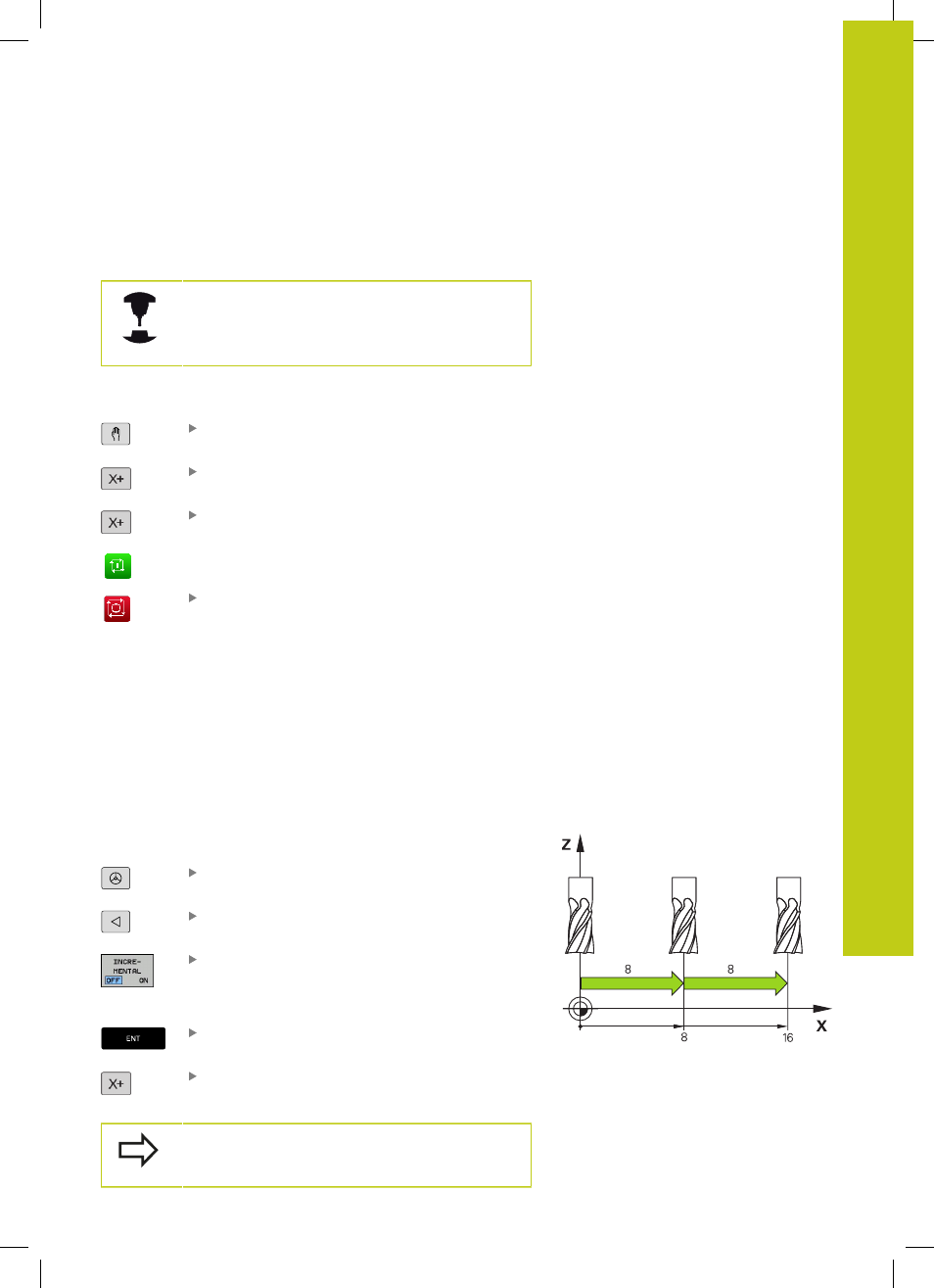
Positionnement pas à pas
Lors du positionnement pas à pas, la TNC déplace un axe de la
machine de la valeur d'un incrément prédéfini.
Sélectionner le
mode Manuel ou le mode
Manivelle électronique
Commuter la barre de softkeys.
Sélectionner le positionnement pas à pas : Régler
la softkey
INCREMENTAL sur ON
PASSE =
Entrer la passe en mm et valider avec la touche
ENT
Appuyer sur la touche de sens externe: répéter à
volonté le positionnement
La valeur max. que l'on peut introduire est de 10 mm
par incrément.