2 ouvrir et introduire des programmes, Structure d'un programme cn en format din/iso, Ouvrir et introduire des programmes – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manuel d'utilisation
Page 101: Ouvrir et introduire des programmes 3.2
Ouvrir et introduire des programmes
3.2
3
TNC 640 | Manuel utilisateur Programmation en DIN/ISO | 3/2015
101
3.2
Ouvrir et introduire des programmes
Structure d'un programme CN en format DIN/ISO
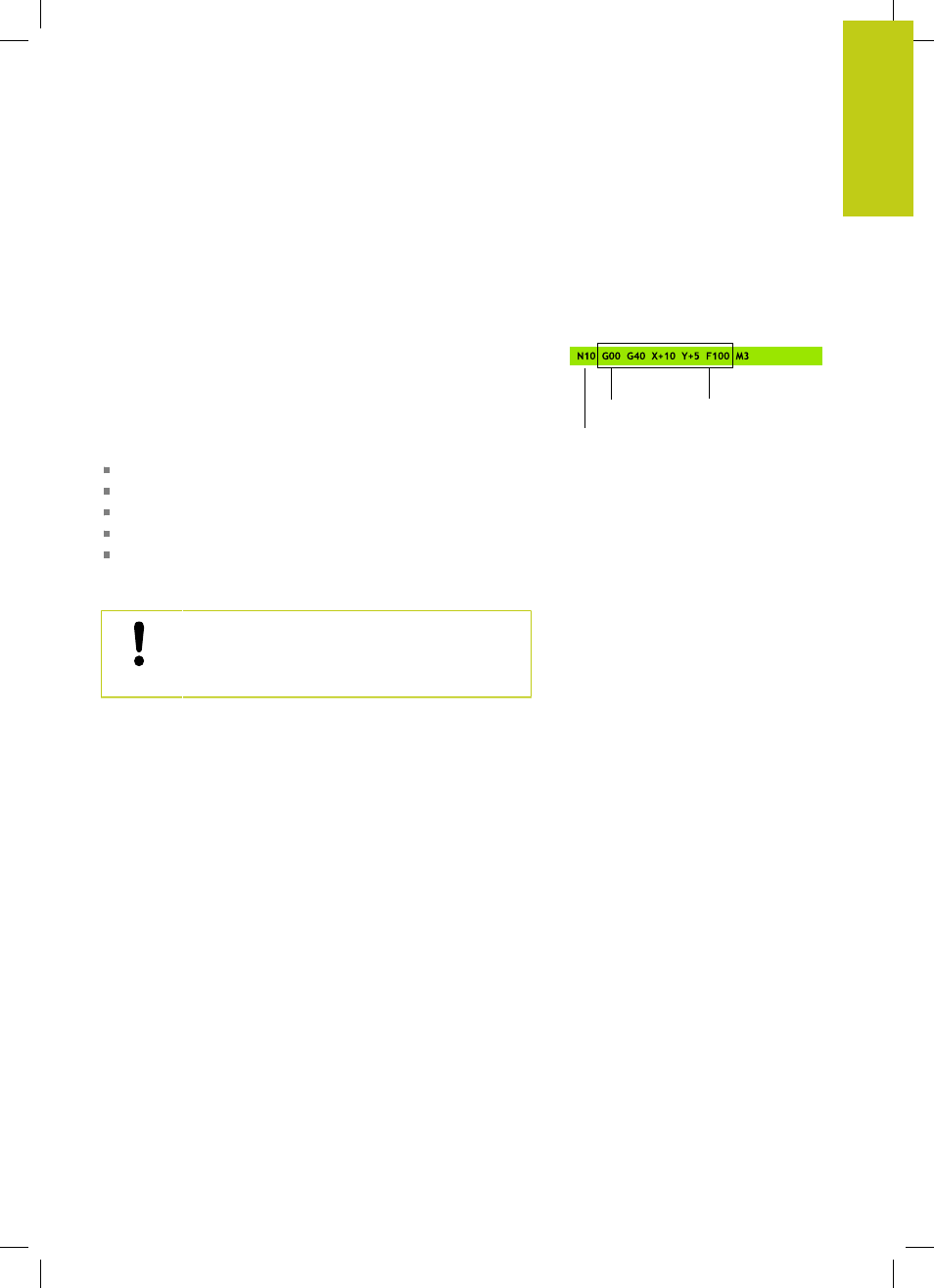
Un programme d’usinage est constitué d’une série de séquences
de programme. La figure de droite indique les éléments d’une
séquence.
La TNC numérote automatiquement les séquences d’un
programme d’usinage en fonction du paramètre machine
blockIncrement
(105409). Le paramètre machine
blockIncrement
(105409) définit l'incrément de numérotation des séquences.
La première séquence d'un programme comporte
%, le nom du
programme et l'unité de mesure utilisée.
Les séquences suivantes contiennent les informations sur :
la pièce brute
Appels d'outil
Approche d'une position de sécurité
les avances et vitesses de rotation
Mouvements de contournage, Cycles et autres fonctions
La dernière séquence d'un programme est caractérisée par
N99999999, le nom du programme et l'unité de mesure utilisée.
Après un appel d'outil, HEIDENHAIN vous conseille
d'approcher une position de sécurité à partir de
laquelle la TNC pourra effectuer un déplacement
d'usinage sans risque de collision !
Block number
Path function
Words
Block