HEIDENHAIN iTNC 530 (34049x-08) Pilot Manuel d'utilisation
Page 176
Advertising
176
Dé
finir les position
s
d'usina
g
e
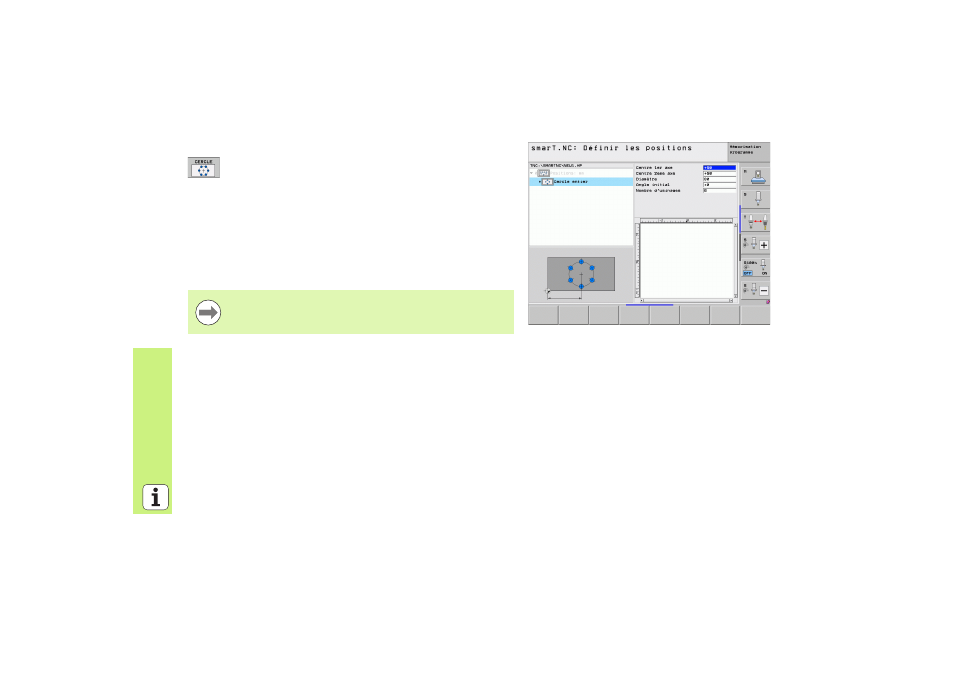
Cercle entier
Centre 1er axe
: Coordonnée du centre du cercle
1
dans
l'axe principal du plan d'usinage
Centre 2ème axe
: Coordonnée du centre du cercle
2
dans
l'axe secondaire du plan d'usinage
Diamètre
: Diamètre du cercle
Angle initial
: angle polaire de la première position
d'usinage. Axe de référence : axe principal du plan d'usinage
courant (p. ex. X avec l'axe d'outil Z). Valeur positive ou
négative possible
Nombre d'usinages
: nombre total de positions d'usinage sur
le cercle
smarT.NC calcule toujours l'incrément angulaire entre deux
positions d'usinage à partir de 360° divisés par le nombre
d'opérations d'usinage.
Advertising
Ce manuel est liée aux produits suivants: