HEIDENHAIN iTNC 530 (34049x-08) Pilot Manuel d'utilisation
Page 174
174
Dé
finir les position
s
d'usina
g
e
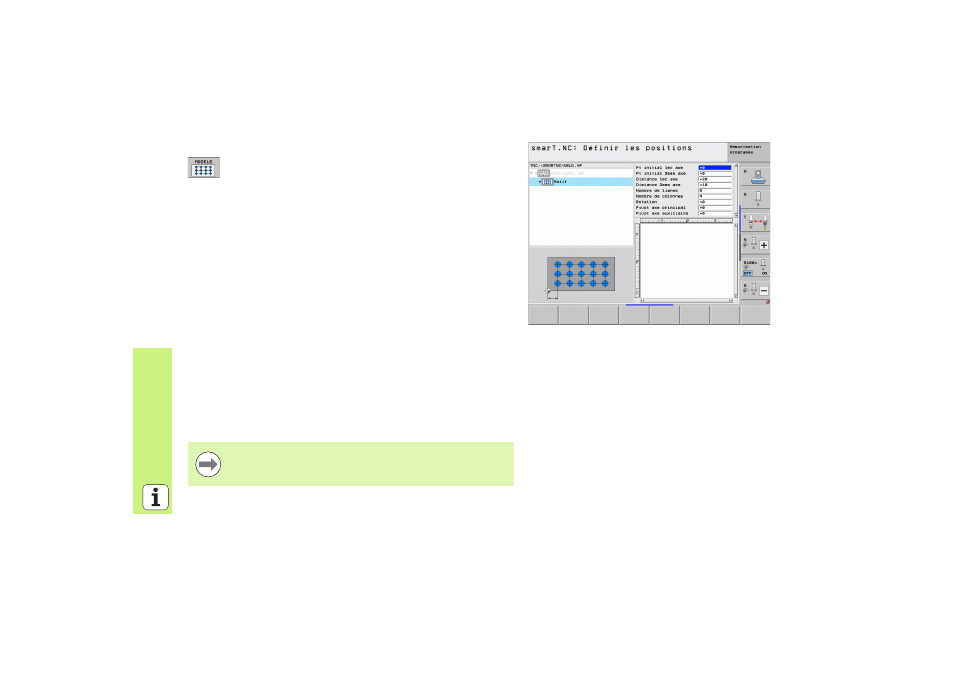
Motif droit, orienté ou déformé
Point initial 1er axe
: Coordonnée du point initial du motif
1
dans l'axe principal du plan d'usinage
Point initial 2ème axe
: Coordonnée du point initial du
motif
2
dans l'axe secondaire du plan d'usinage
Distance 1er axe
: Distance entre les positions d'usinage
dans l'axe principal du plan d'usinage. Valeur positive ou
négative possible
Distance 2ème axe
: Distance entre les positions d'usinage
dans l'axe secondaire du plan d'usinage. Valeur positive ou
négative possible
Nombre de lignes
: nombre total de lignes du motif
Nombre de colonnes
: nombre total de colonnes du motif
Rotation
: Angle de rotation de l'ensemble du motif, orienté
autour du point initial programmé. Axe de référence : axe
principal du plan d'usinage courant (p. ex. X avec l'axe d'outil
Z). Valeur positive ou négative possible
Pos. ang. axe principal
: angle de rotation concernant
uniquement l'axe principal du plan d'usinage déformé par
rapport au point initial programmé. Valeur positive ou
négative possible
Pos. ang. axe secondaire
: angle de rotation concernant
uniquement l'axe secondaire du plan d'usinage déformé par
rapport au point initial programmé. Valeur positive ou
négative possible
Les paramètres Pos. ang. axe principal et Pos. ang. axe
secondaire
sont additionnés à la Rotation précédente du
motif entier.