HEIDENHAIN iTNC 530 (34049x-08) Pilot Manuel d'utilisation
Page 161
161
Dé
finir les position
s
d'usina
g
e
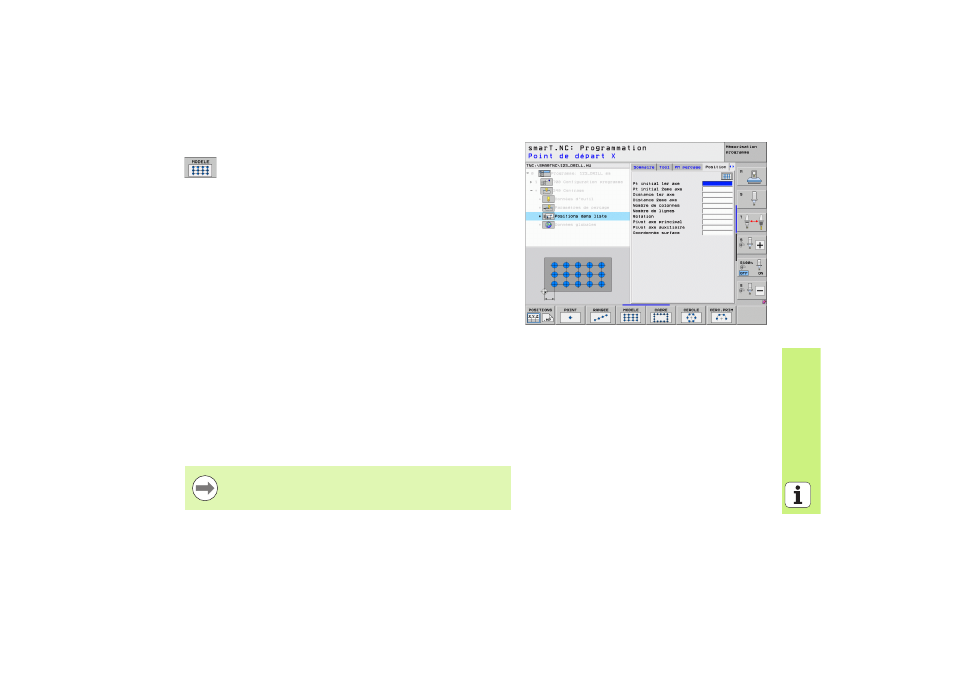
Motif droit, orienté ou déformé
Point initial 1er axe
: Coordonnée du point initial du motif
1
dans l'axe principal du plan d'usinage
Point initial 2ème axe
: Coordonnée du point initial du
motif
2
dans l'axe secondaire du plan d'usinage
Distance 1er axe
: Distance entre les positions d'usinage
dans l'axe principal du plan d'usinage. Valeur positive ou
négative possible
Distance 2ème axe
: Distance entre les positions d'usinage
dans l'axe secondaire du plan d'usinage. Valeur positive ou
négative possible
Nombre de colonnes
: nombre total de colonnes du motif
Nombre de lignes
: nombre total de lignes du motif
Rotation
: Angle de rotation de l'ensemble du motif, orienté
autour du point initial programmé. Axe de référence : axe
principal du plan d'usinage courant (p. ex. X avec l'axe d'outil
Z). Valeur positive ou négative possible
Pos. ang. axe principal
: angle de rotation concernant
uniquement l'axe principal du plan d'usinage déformé par
rapport au point initial programmé. Valeur positive ou
négative possible
Pos. ang. axe secondaire
: angle de rotation concernant
uniquement l'axe secondaire du plan d'usinage déformé par
rapport au point initial programmé. Valeur positive ou
négative possible
Coordonnée surface pièce
: Coordonnée de la surface de la
pièce
Les paramètres Pos. ang. axe principal et Pos. ang. axe
secondaire
sont additionnés à la Rotation précédente du
motif entier.