HEIDENHAIN iTNC 530 (34049x-08) Pilot Manuel d'utilisation
Page 118
118
Dé
finir les op
ér
ation
s
d'u
s
inag
e
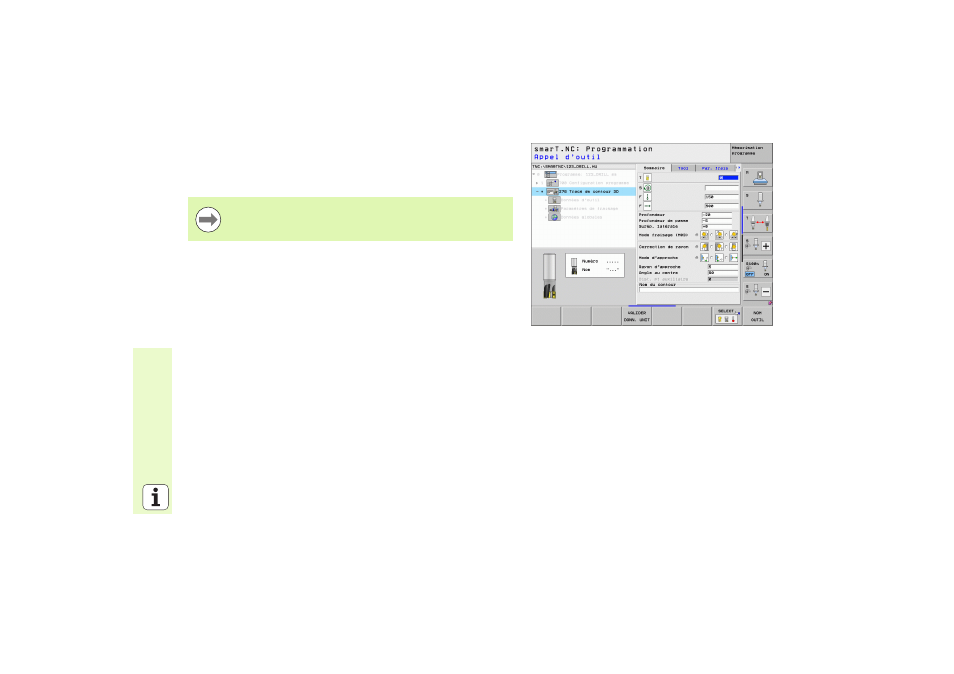
Unit 276 tracé de contour 3D
Avec Tracé de contour, vous pouvez usiner des contours ouverts ou
fermés que vous avez définis dans un programme .HC ou créés à l'aide
du convertisseur DXF-.
Paramètres du formulaire Sommaire:
T
: Numéro ou nom d'outil (commutable par softkey)
S
: Vitesse de rotation broche [tours/min.] ou vitesse de coupe [m/min.]
F
: Avance de plongée en profondeur en [mm/min.], FU [mm/tour] ou FZ
[mm/dent]
F
: Avance de fraisage [mm/min.], FU [mm/tour] ou FZ [mm/dent]
Profondeur
: profondeur de fraisage, si 0 est programmé, la TNC
déplace l'outil à la coordonnée Z du sous--programme de contour.
Profondeur de passe
: Distance parcourue par l'outil en une passe
Surép. latérale
: Surépaisseur de finition
Mode fraisage
: Fraisage en avalant, fraisage en opposition ou usinage
pendulaire
Correction de rayon
: Usiner le contour avec correction à droite, à
gauche ou non corrigé
Mode d'approche
: Approche tangentielle sur un arc de cercle ou
approche tangentielle sur une droite ou bien approche perpendiculaire
au contour
Rayon d'approche
(n'a d'effet que si vous avez sélectionné l'approche
tangentielle sur un arc de cercle): Rayon du cercle d'entrée
Sélectionner le point initial et le point final du contour de
manière à réserver suffisamment de place pour les
déplacements d'approche et de sortie!