HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manuel d'utilisation
Page 388
388
8 Programmation: Cycles
8.4 Cy
cles de fr
aisag
e
de poc
hes, t
e
nons et r
a
inur
es
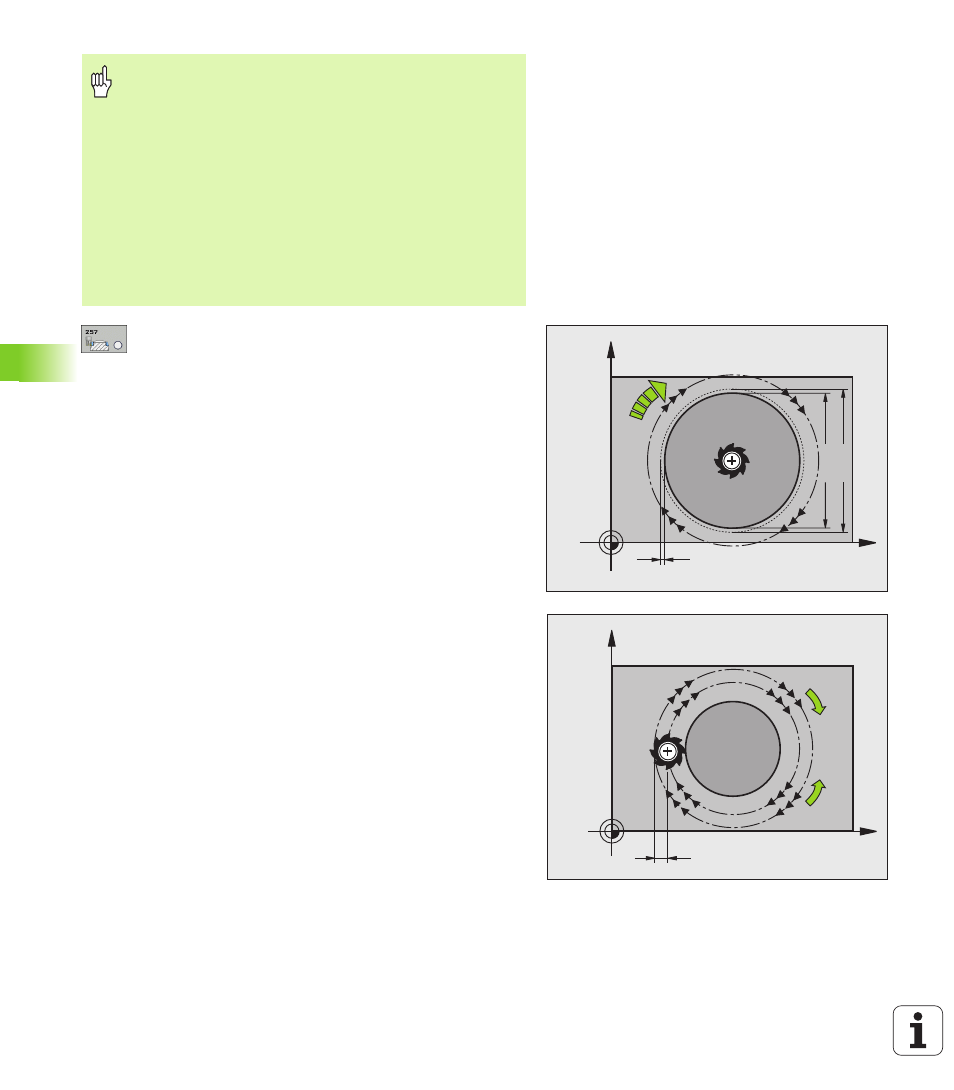
Diamètre pièce finie
Q223: Introduire le diamètre du
tenon usiné
Diamètre pièce brute
Q222: Diamètre de la pièce
brute Introduire un diamètre pour la pièce brute
supérieur au diamètre de la pièce finie La TNC
exécute plusieurs passes latérales si la différence
entre le diamètre de la pièce brute 2 et le diamètre de
la pièce finie est supérieure à la passe latérale
autorisée (rayon d'outil x facteur de recouvrement
Q370
). La TNC calcule toujours une passe latérale
constante
Surépaisseur finition latérale
Q368 (en
incrémental): Surépaisseur de finition dans plan
d'usinage
Avance fraisage
Q207: Vitesse de déplacement de
l'outil lors du fraisage, en mm/min.
Mode fraisage
Q351: Mode de fraisage avec M3:
+1 = fraisage en avalant
–1 = fraisage en opposition
Avec le paramètre-machine 7441 – bit 2, vous définissez si
la TNC doit délivrer un message d'erreur (bit 2=1) ou ne
pas en délivrer (bit 2=0) en cas d'introduction d'une
profondeur négative.
Attention, risque de collision!
Vous ne devez pas perdre de vue que la TNC inverse le
calcul de la position de pré-positionnement si vous
introduisez une profondeur positive. L'outil se déplace
donc dans l'axe d'outil, en avance rapide, jusqu’à la
distance d'approche en dessous de la surface de la pièce!
Prévoir suffisamment de place à droite du tenon pour le
déplacement d'approche. Au minimum: Diamètre de
l'outil + 2 mm.
X
Y
Q223
Q207
Q222
Q368
X
Y
k
Q351= +1
Q351= 1