HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Manuel d'utilisation
Page 359
iTNC 530 HEIDENHAIN
359
8.3 Cy
cles de perçag
e, tar
a
udag
e
et fr
aisag
e
de filets
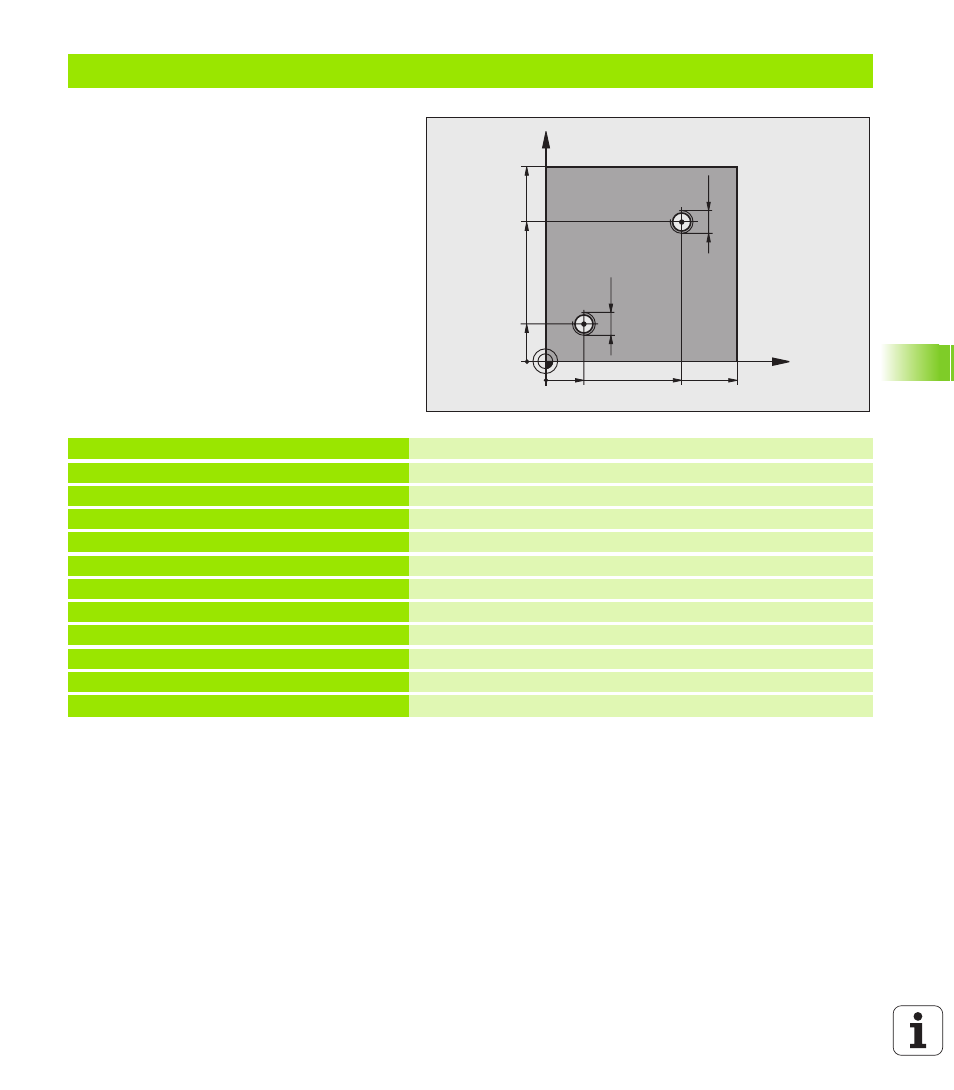
Exemple: Cycles de perçage
Déroulement du programme
Programmer le cycle de perçage dans le
programme principal
Programmation de l'usinage dans le sous-
programme, cf. „Sous-programmes”, page 515
%C18 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Définition de la pièce brute
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+3 *
Définition de l'outil
N40 T1 G17 S4500 *
Appel de l'outil
N50 G00 G40 G90 Z+250 *
Dégager l'outil
N60 G86 P01 +30 P02 -1,75 *
Définition du cycle Filetage
N70 X+20 Y+20 *
Aborder le trou 1
N80 L1,0 *
Appeler le sous-programme 1
N90 X+70 Y+70 *
Aborder le trou 2
N100 L1,0 *
Appeler le sous-programme 1
N110 G00 Z+250 M2 *
Dégager l’outil, fin du programme principal
X
Y
20
20
100
100
70
70
M1
2
M1
2