Tolerance (cycle g62), 1 1 cy cles spéciaux – HEIDENHAIN iTNC 530 (340 422) ISO programming Manuel d'utilisation
Page 403
iTNC 530 HEIDENHAIN
403
8.1
1
Cy
cles spéciaux
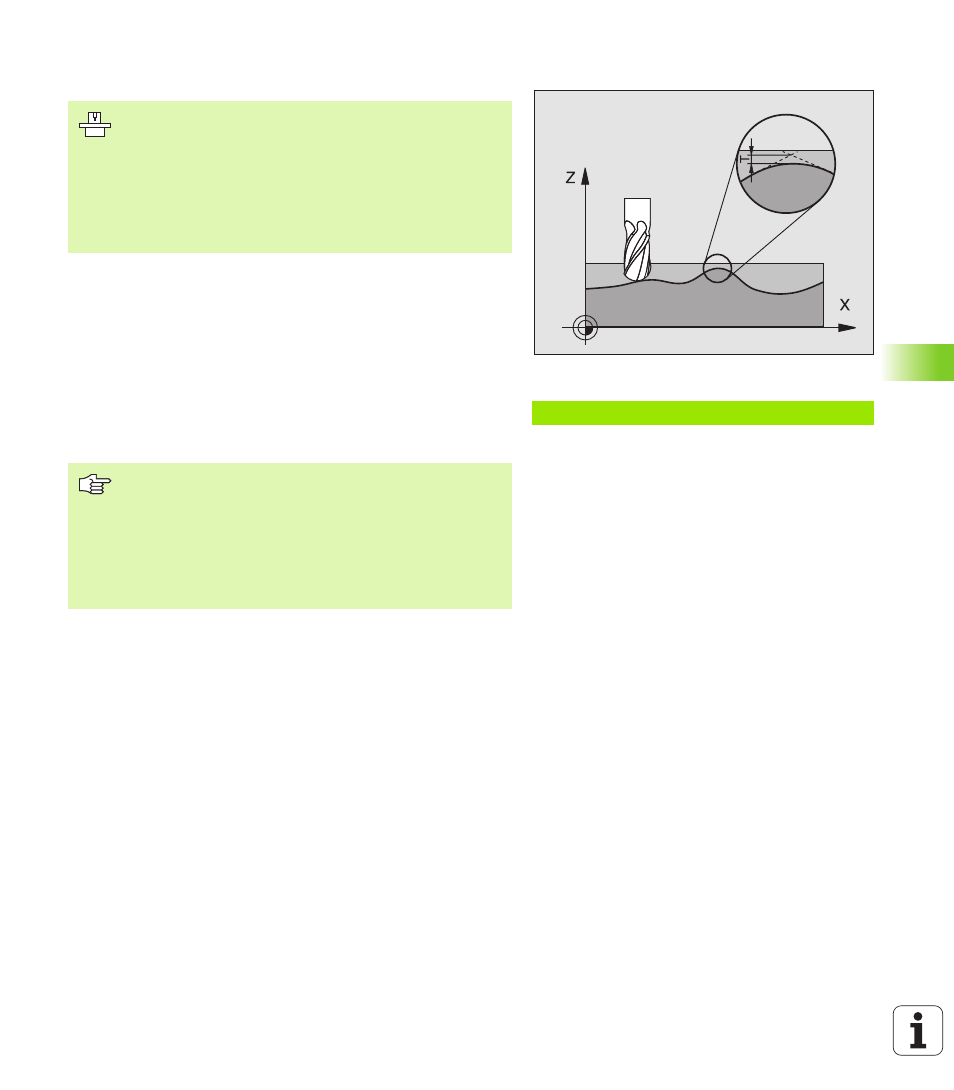
TOLERANCE (cycle G62)
La TNC lisse automatiquement le contour compris entre deux
éléments de contour quelconques (non corrigés ou corrigés). De cette
manière, l'outil se déplace en continu sur la surface de la pièce. Si
nécessaire, la TNC réduit automatiquement l'avance programmée de
telle sorte que le programme soit toujours exécuté „sans à-coups“ par
la TNC et à la vitesse la plus rapide possible. La qualité de surface en
est améliorée et la mécanique de la machine épargnée.
Le lissage implique un écart de contour. La valeur de l'écart de contour
(Tolérance) est définie par le constructeur de votre machine dans un
paramètre-machine. Le cycle G62 vous permet de modifier la tolérance
par défaut et de sélectionner diverses configurations de filtre.
Exemple: Séquence CN
N78 G62 T0,05 P01 0 P02 5*
La machine et la TNC doivent avoir été préparées par le
constructeur de la machine.
Vous ne pouvez introduire les paramètres de cycle
finition/ébauche
et tolérance pour axes rotatifs que
si le filtre HSC (option de logiciel 2) est activé sur votre
machine. Sinon, la TNC délivre un message d'erreur. Si
nécessaire, prenez contact avec le constructeur de votre
machine.
Remarques avant que vous ne programmiez
Le cycle G62 est actif avec DEF, c'est-à-dire qu'il est actif
dès qu'il a été défini dans le programme.
Pour annuler le cycle G62, redéfinissez le cycle G62 et
répondez à la question de dialogue qui suit Tolérance en
validant avec NO ENT. La tolérance configurée est
réactivée par l'annulation: